显卡面板铆钉有无和直径测量
显卡面板铆钉有无和直径测量
视频解说

显卡面板铆钉有无和直径测量视频号
显卡面板铆钉有无和直径测量B站
显卡面板铆钉有无和直径测量,即要检测铆钉有没有,也要检测一下其铆钉外径尺寸(凸出端)。测量精度0.01mm,检测速度没有要求。测试的有两种面板,尺寸大的有290*130mm,小的则270*115mm。可能会存在更多类型的面板。铆钉有多种不同的高度,形状上也会有不同的形状。按照要求,如果视野在300mm左右,精度要0.01mm的话,需要考虑300/0.01=30000像素,按照常规的宽方向0.75比例来考虑,总像素就是30000*30000*0.75=6.75亿像素。这个要求其实是比较难达到的。当然,这里如果只是检测有无,那就非常简单,有无不需要这么高的精度,可以一次成像检测铆钉数量。而直径尺寸的话,则需要考虑逐个拍照测量。不仅仅是因为视野太大测量精度太高,而且视野大的话常规的FA镜头会有透视误差,而要拍这么大的范围,远心镜头成本也是非常高的。
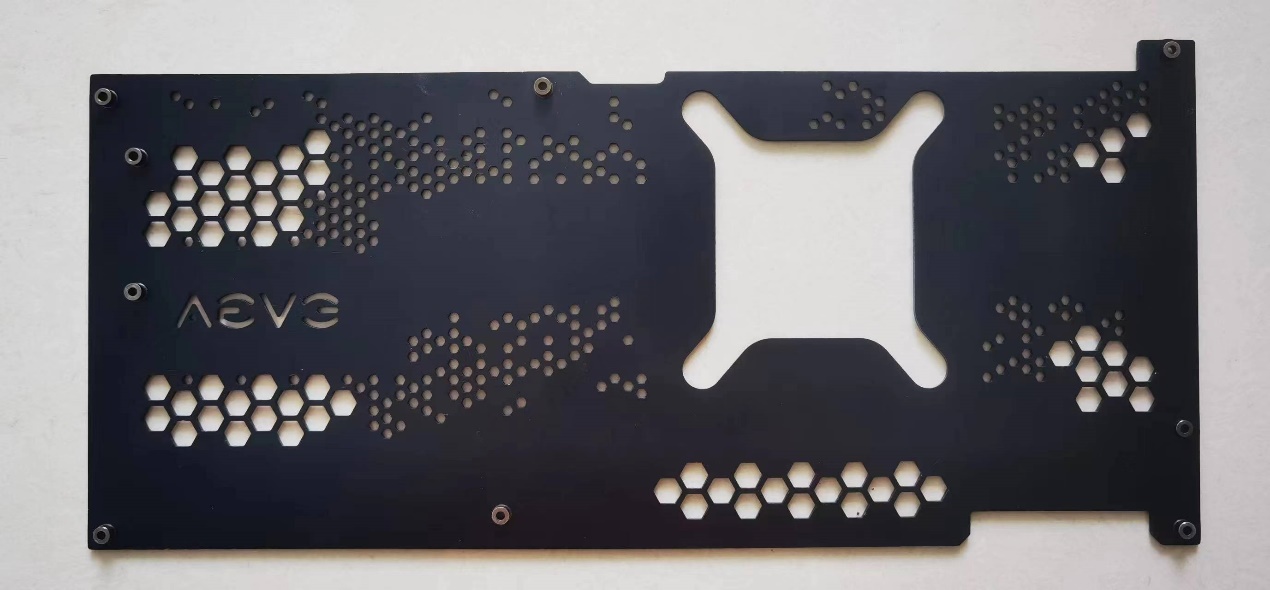
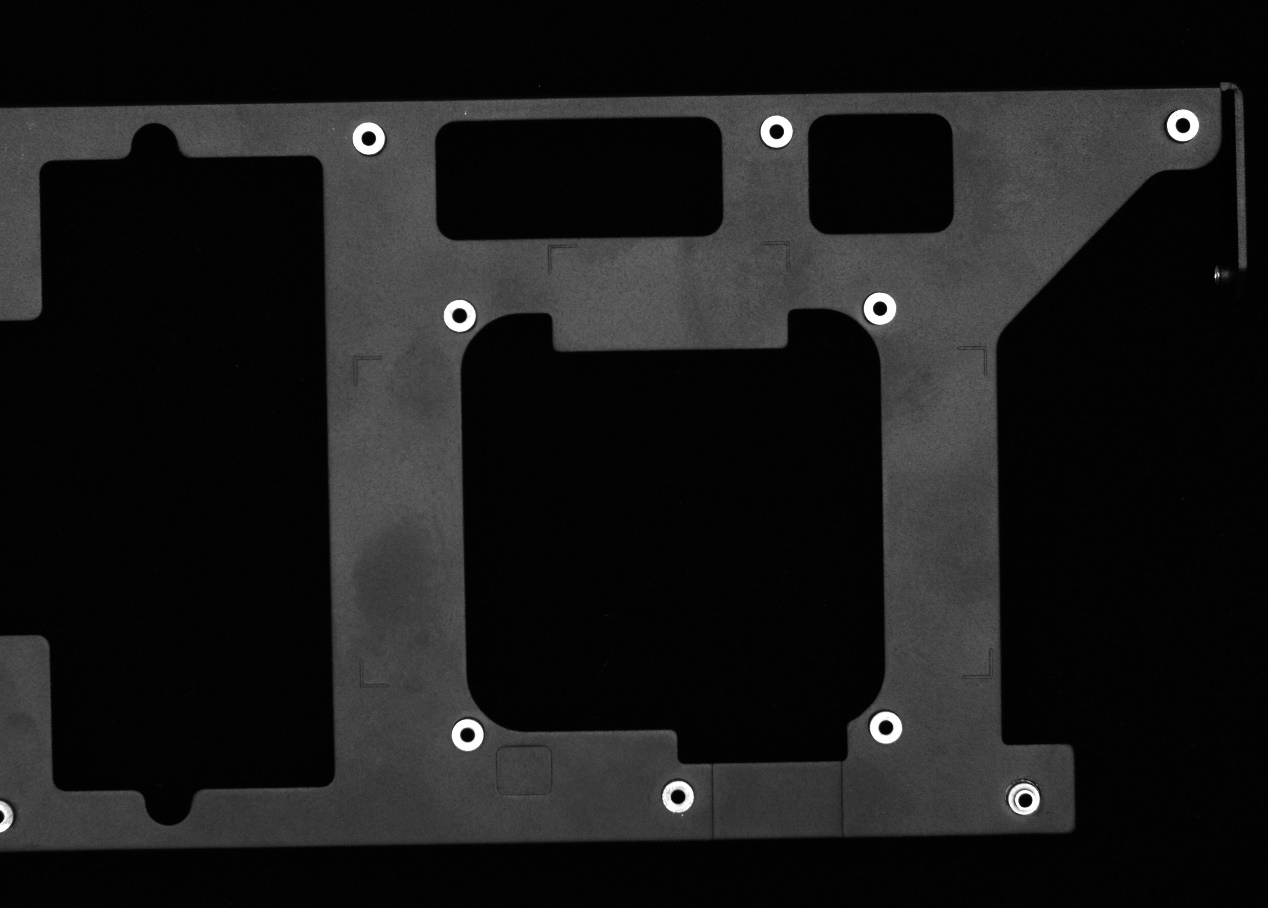
大尺寸的显卡面板铆钉背面(测量面)
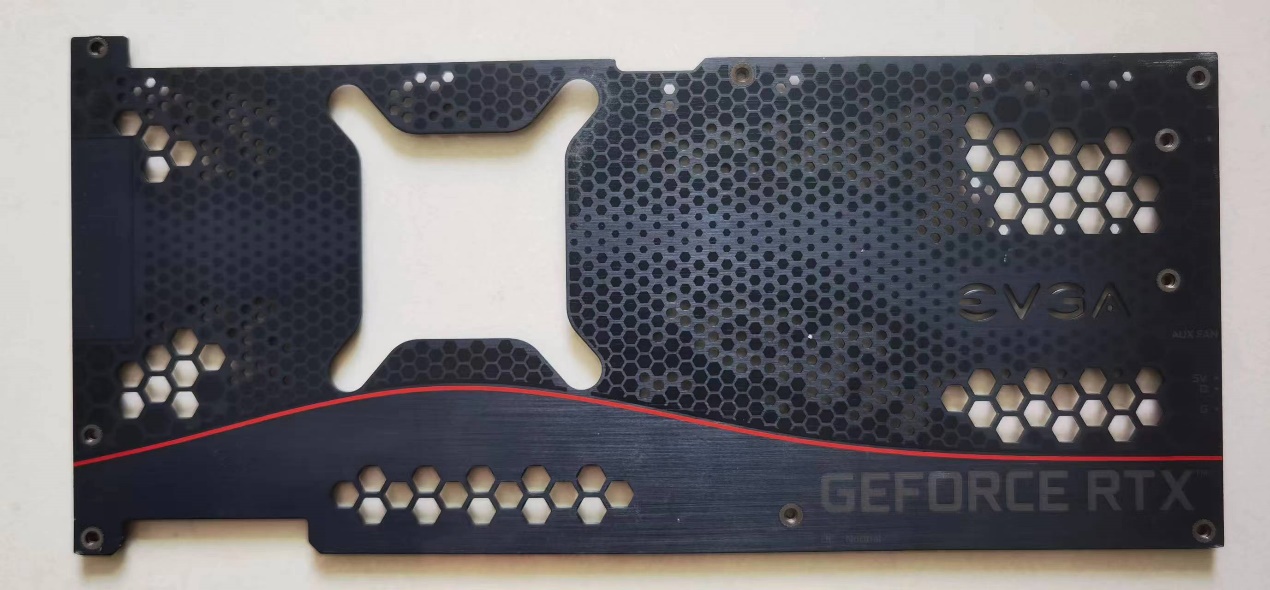
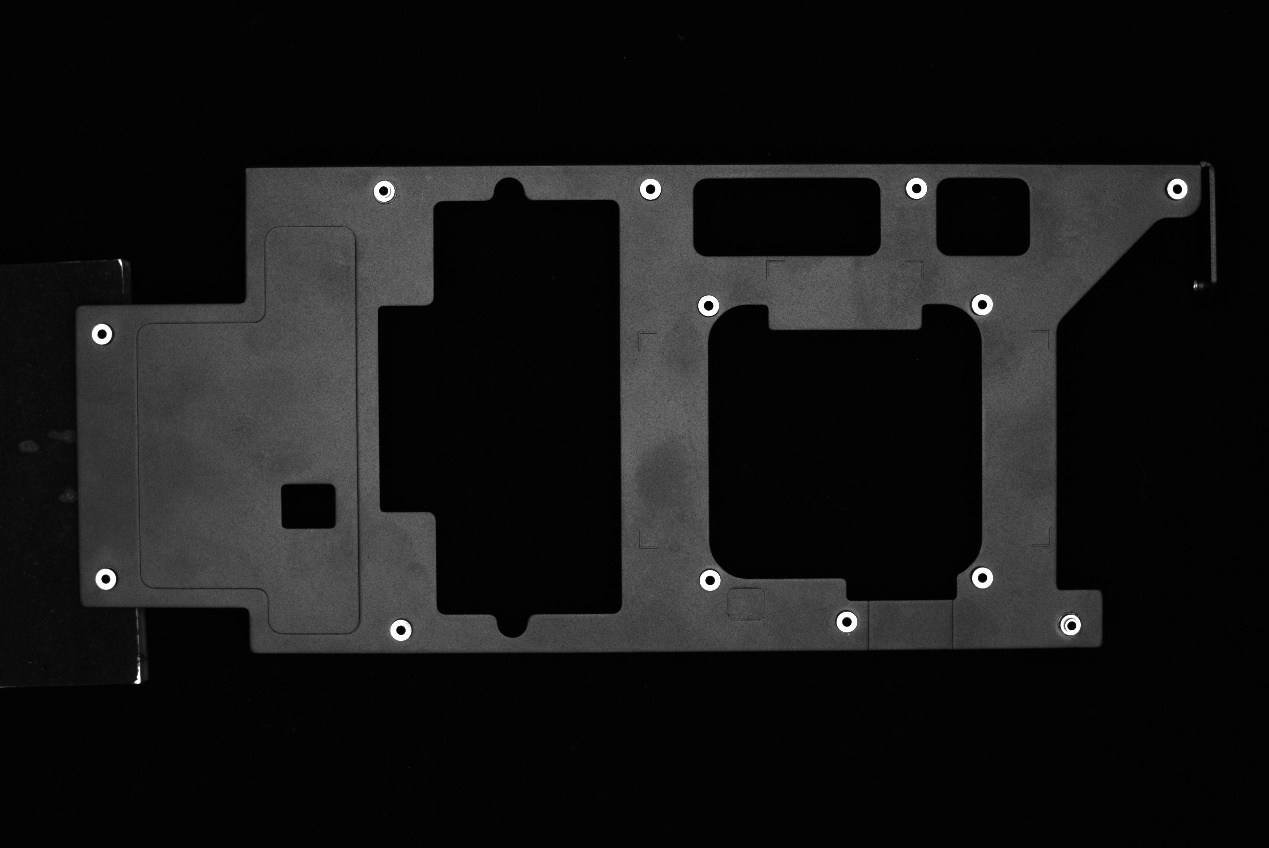
大尺寸的显卡面板铆钉正面(非测量面)
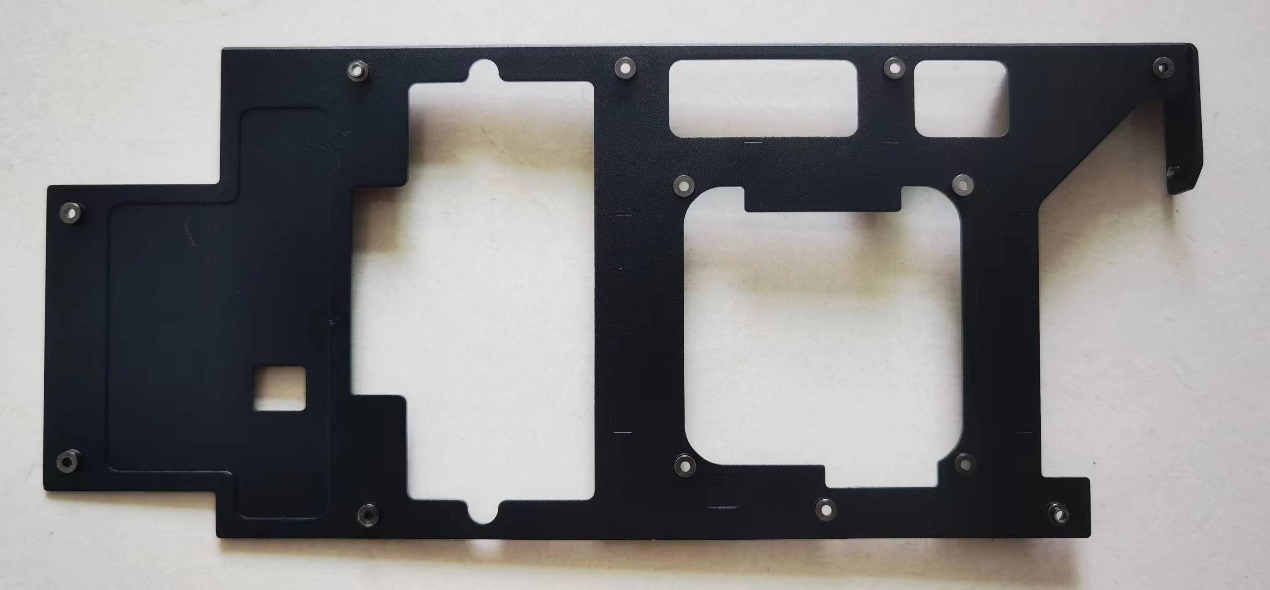
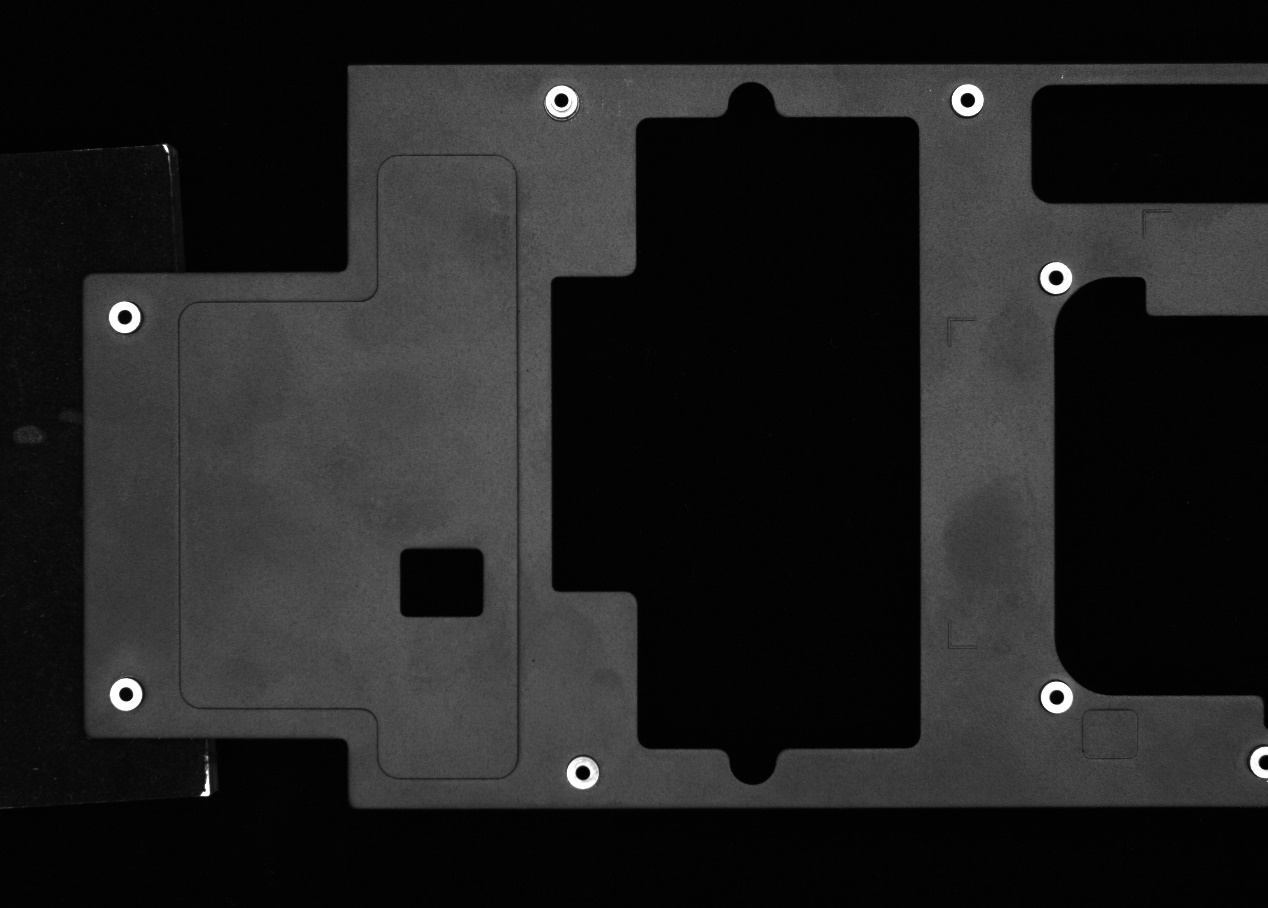
小尺寸的显卡面板铆钉背面(测量面)
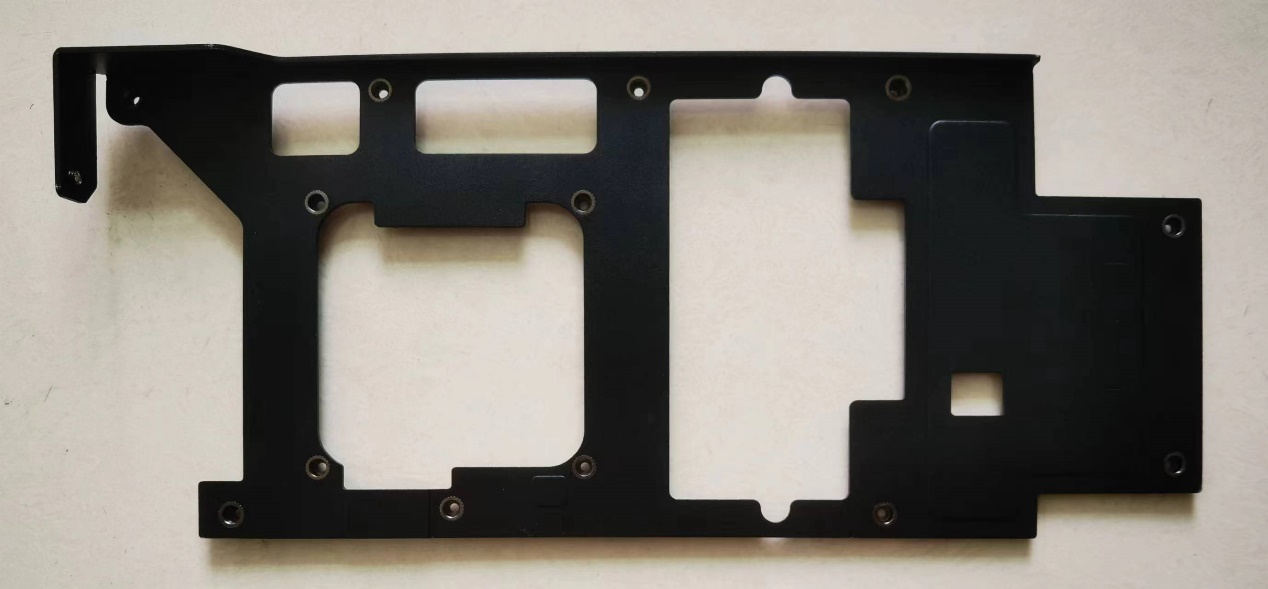
小尺寸的显卡面板铆钉正面(非测量面)
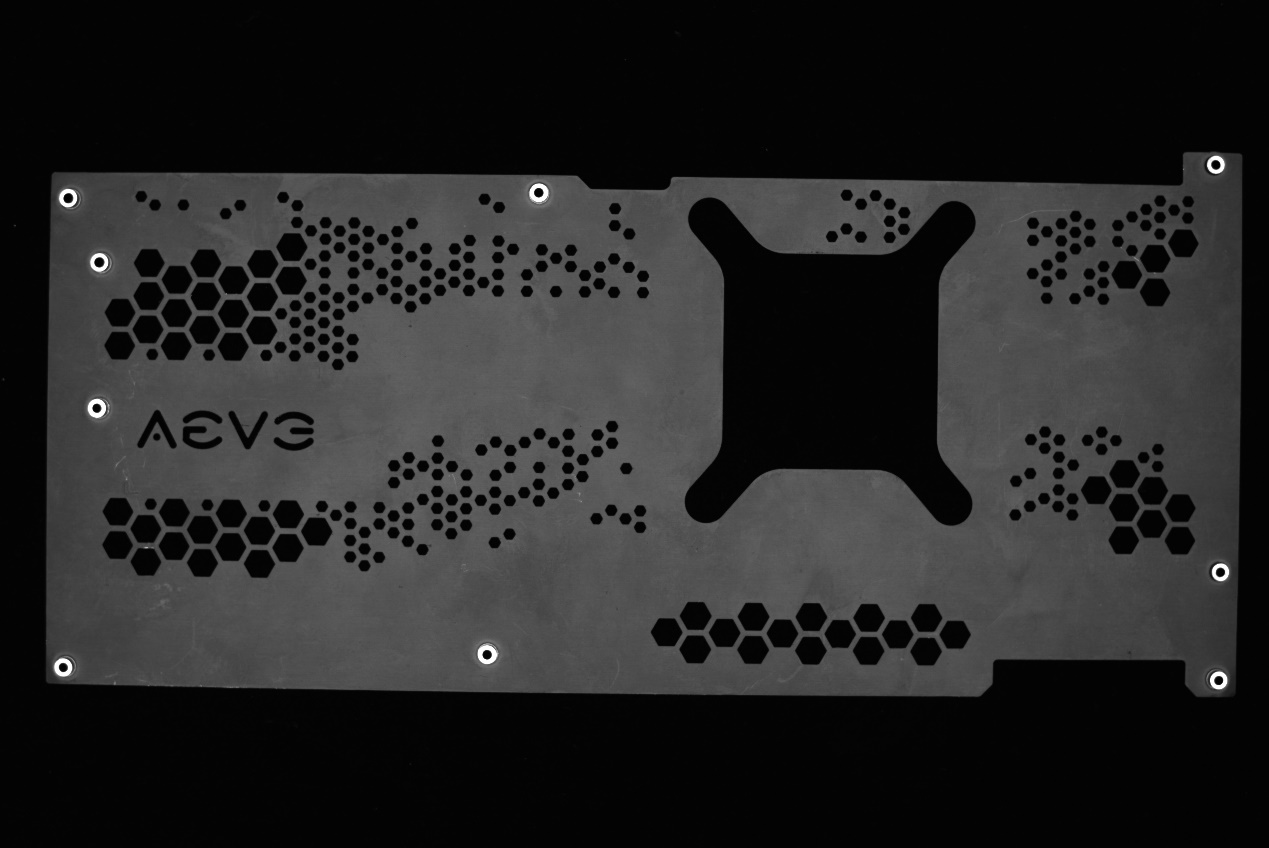
大尺寸产品铆钉有无一次成像拍摄
小尺寸产品铆钉有无一次成像拍摄
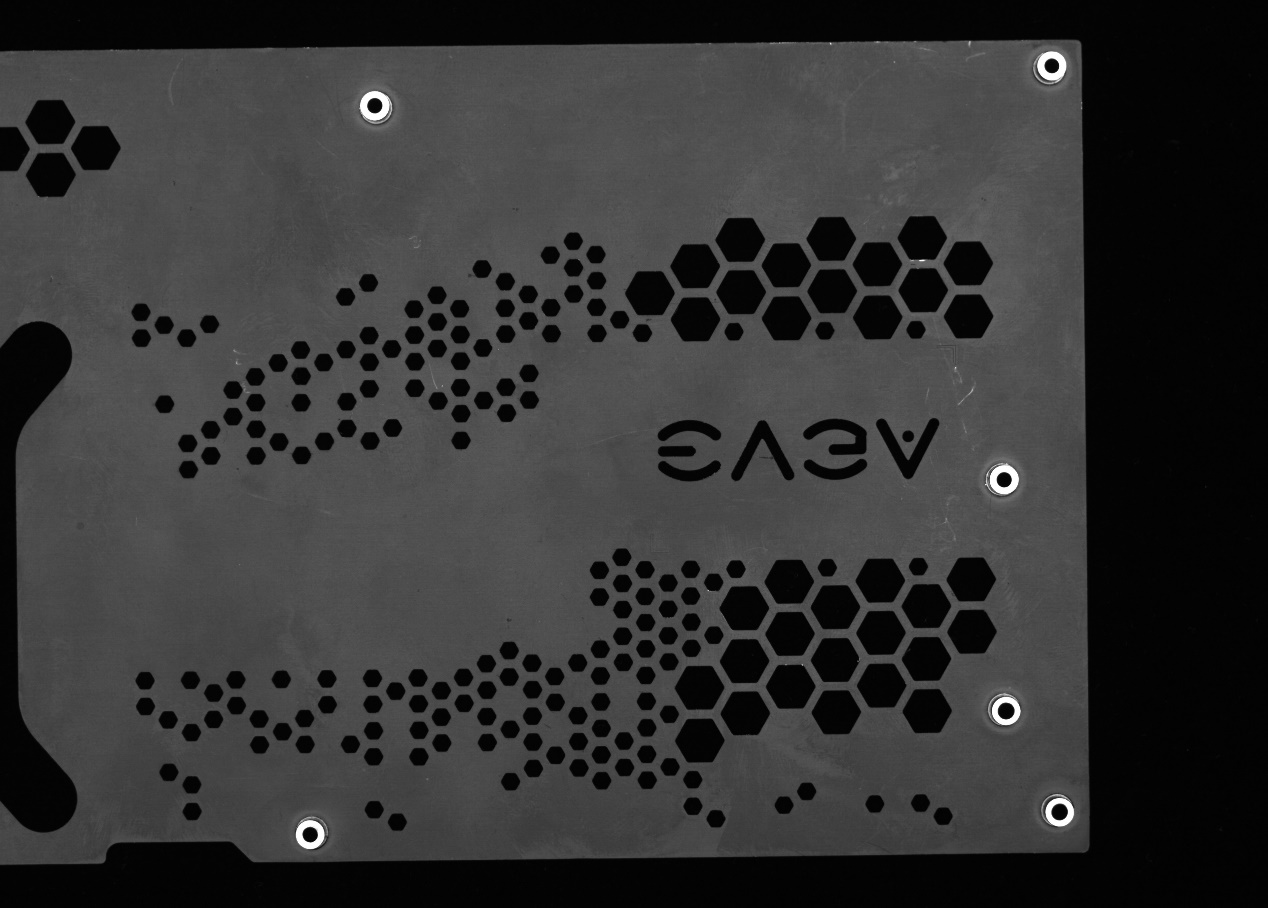
大尺寸产品铆钉直径两次成像拍摄1
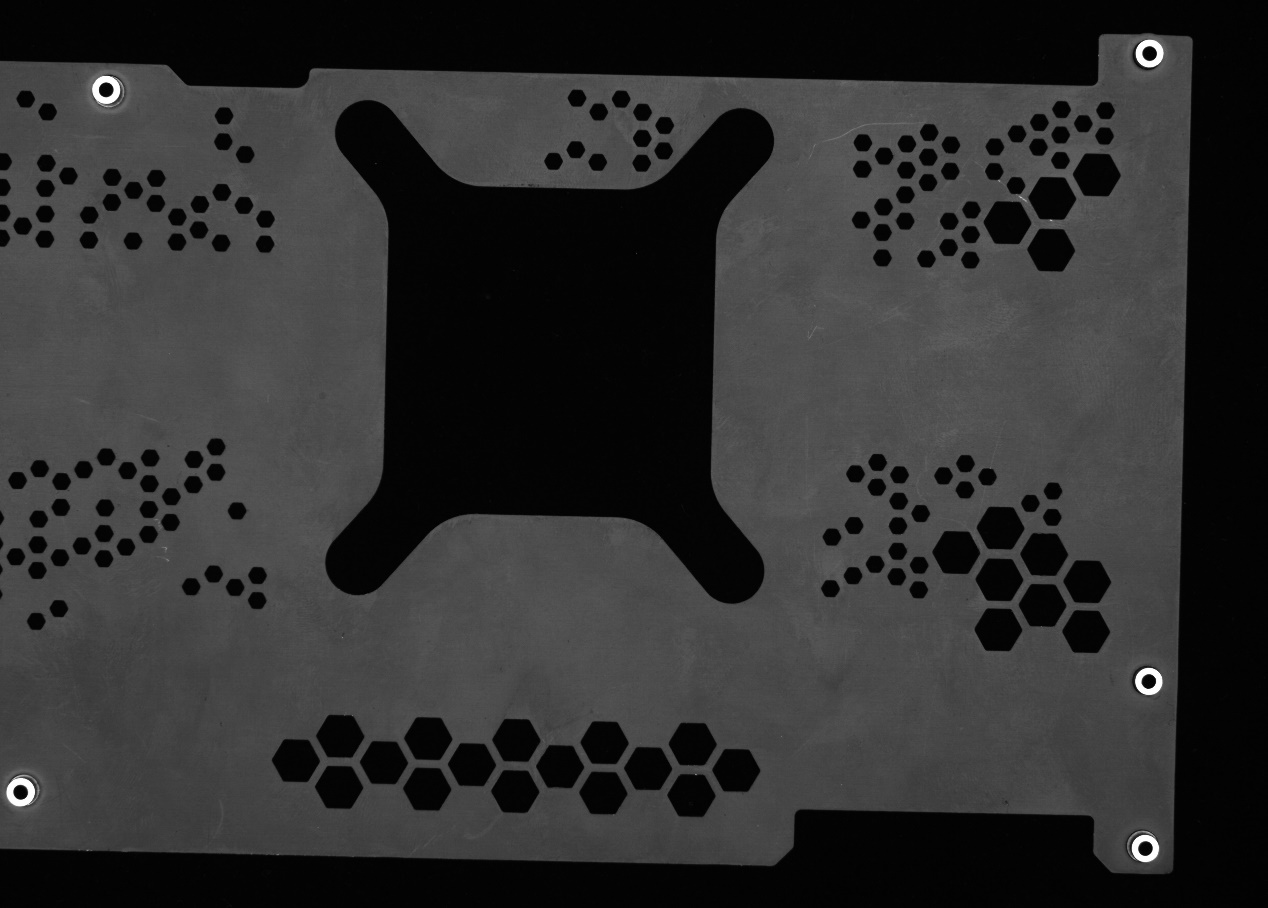
大尺寸产品铆钉直径两次成像拍摄2
小尺寸产品铆钉直径两次成像拍摄1
小尺寸产品铆钉直径两次成像拍摄2
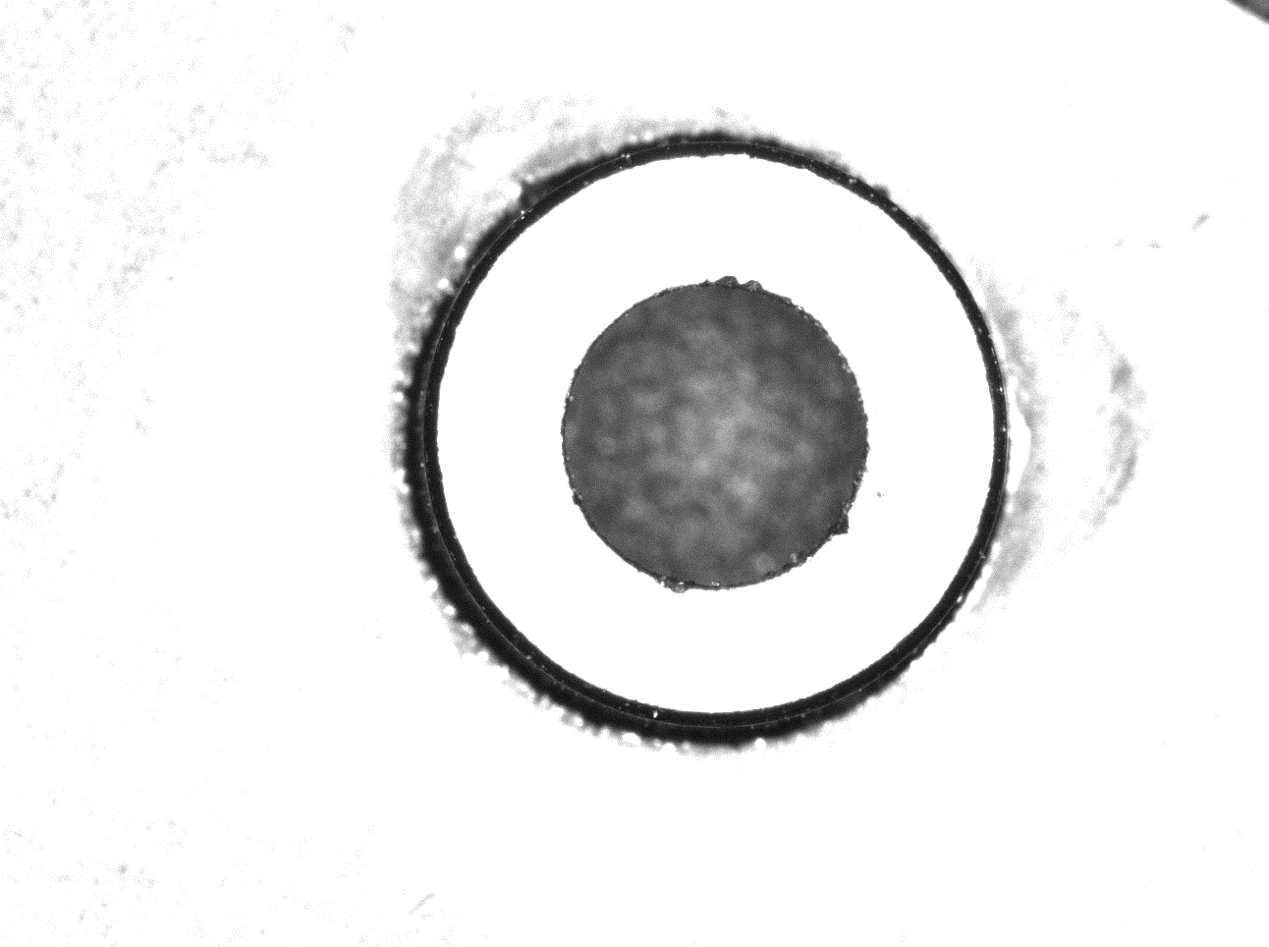
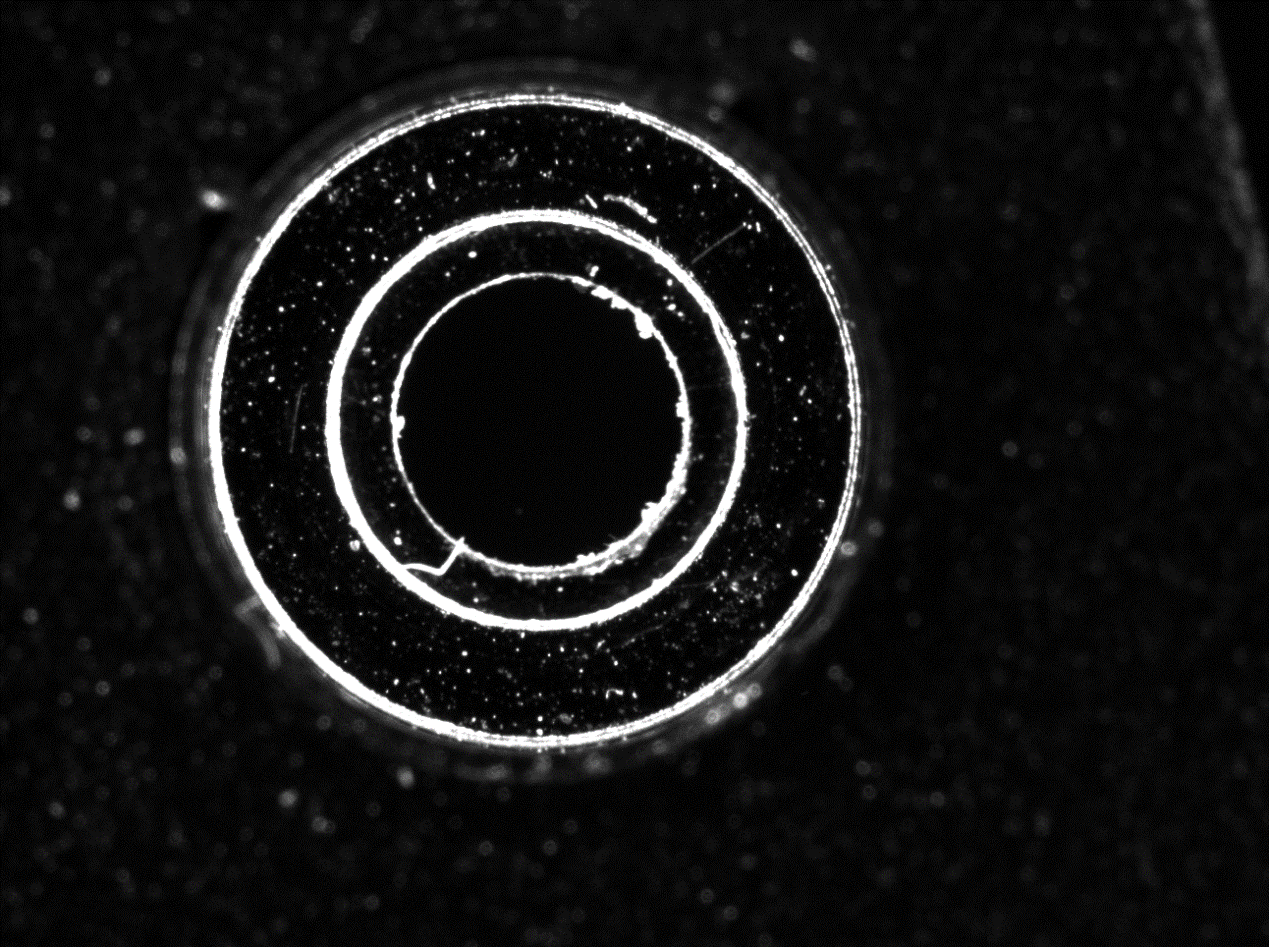
高角度环形光源单个铆钉尺寸测量1
高角度环形光源单个铆钉尺寸测量2
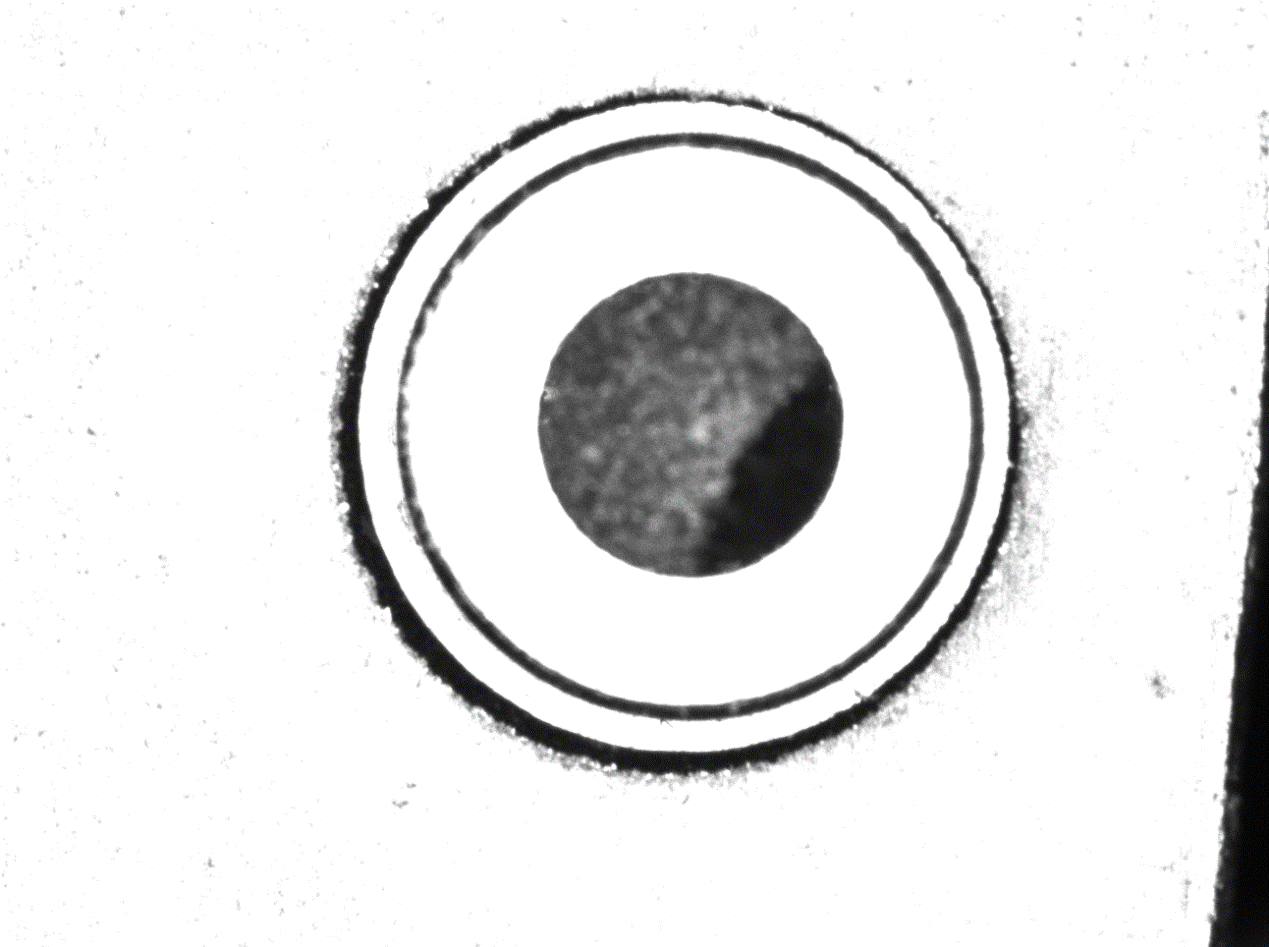
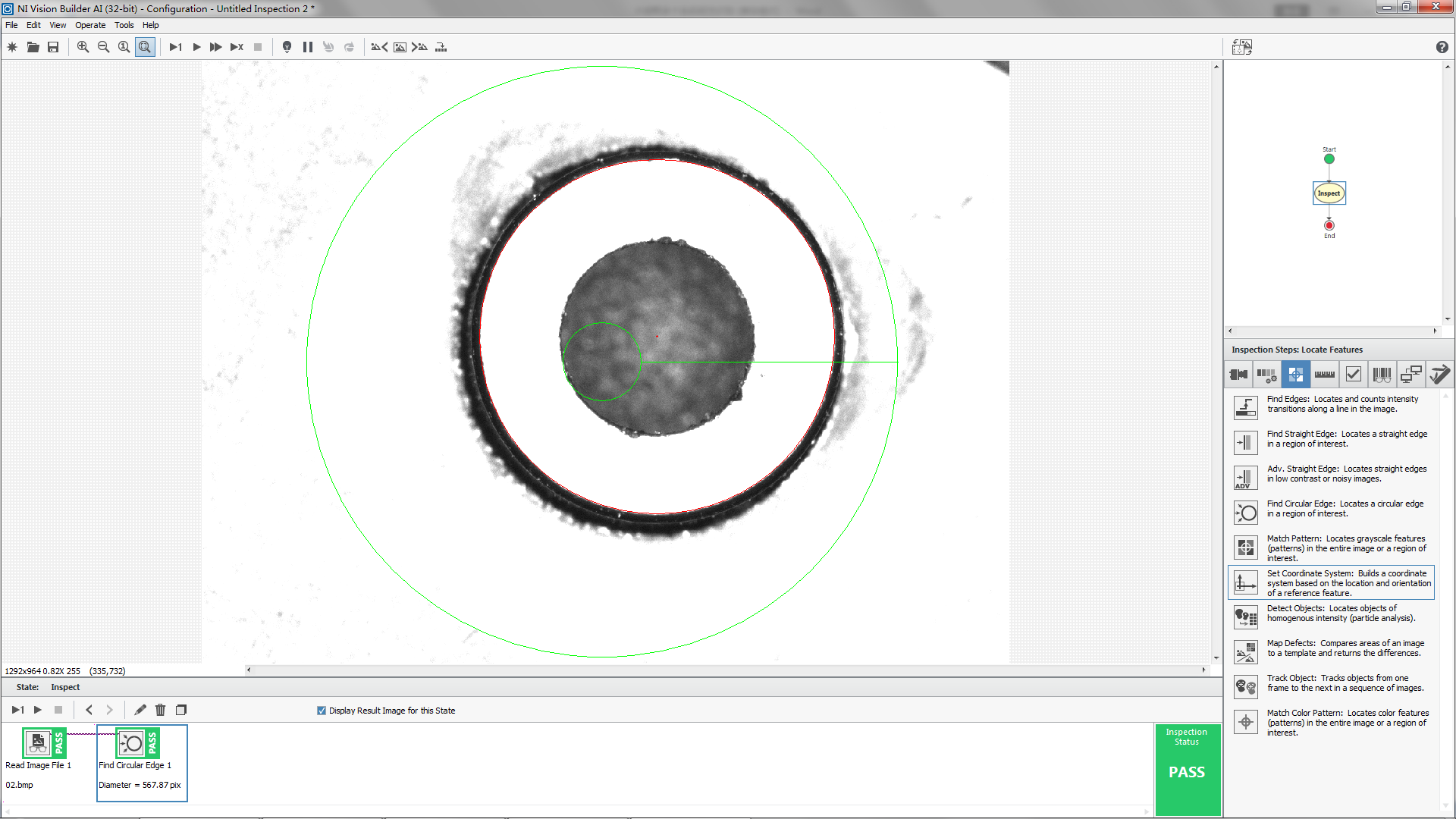
低角度环形光源单个铆钉尺寸测量1
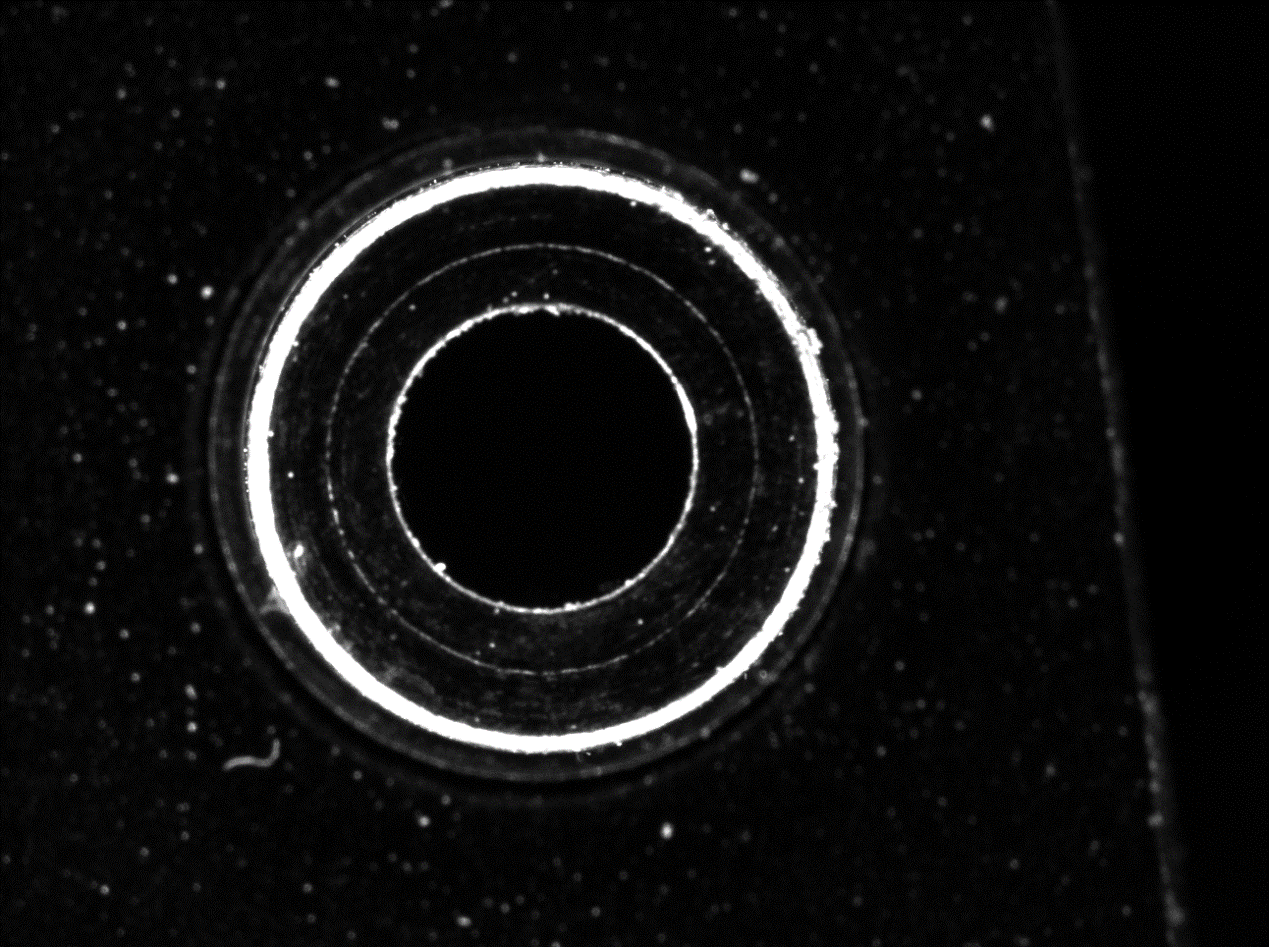
低角度环形光源单个铆钉尺寸测量2
机器视觉光源
本视觉方案中的产品已经达到了290mm,在视觉行业中算是比较大的产品了。对于有无来说,其实还是比较简单的。如上面的效果中,使用的是开孔面光源进行打光照明,根据反射定义,一般考虑长宽尺寸是FOV的2倍左右,可以考虑SHI-FLM600450-W-D50之类的面光源;对于有无,要求没有这么高,那么尺寸可以考虑再小一点的应该也可以,如SHI-FLM400300-W-D50,但是不建议再考虑小于300的面光源了,那样边上的铆钉可能不是很亮而检测不到。铆钉表现的非常明亮,那么我们在实际的检测中,直接使用粒子分析,寻找明亮目标,对粒子数量进行判断即可。面对于尺寸测量,即使将视野缩小一半,只拍半个产品,也约有180mm的视野,按照0.01mm的精度来考虑,仍然需要18000像素,也是几亿像素的相机。无法满足要求。这时只能考虑使用单个产品拍照飞拍。这样的拍照其实也很简单,只需要使用高角度光源即可。如SHI-RLM7390-W之类的环形光源。
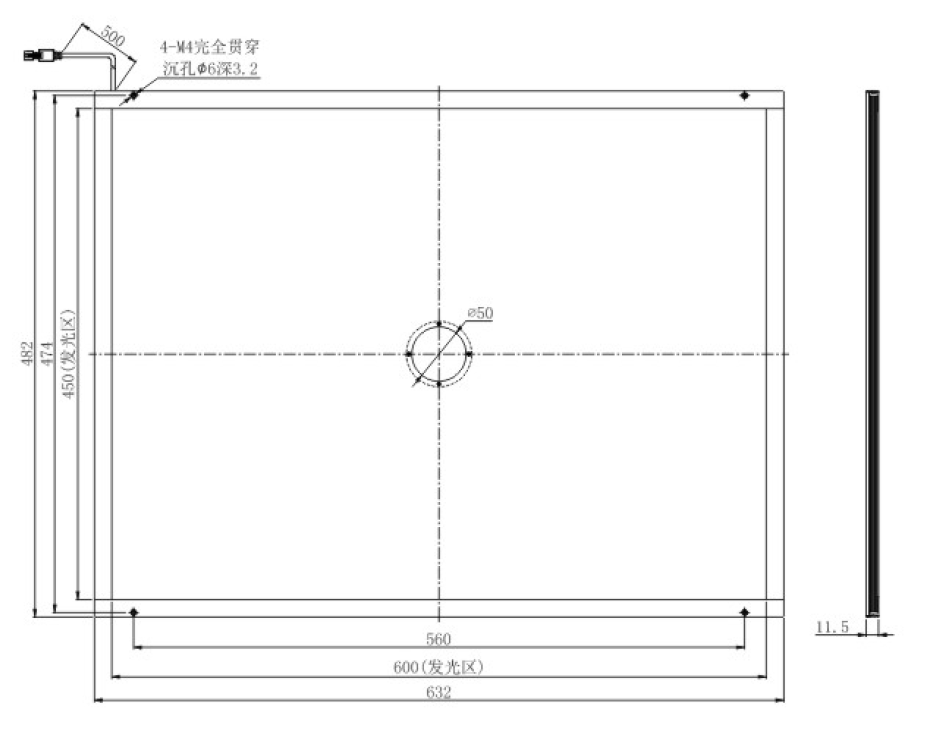
SHI-FLM600450-W-D50
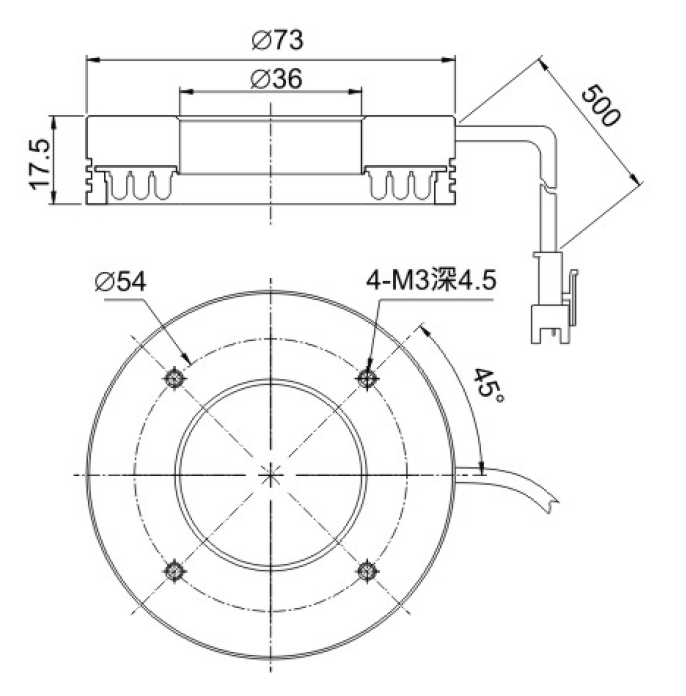
SHI-RLM7390-W
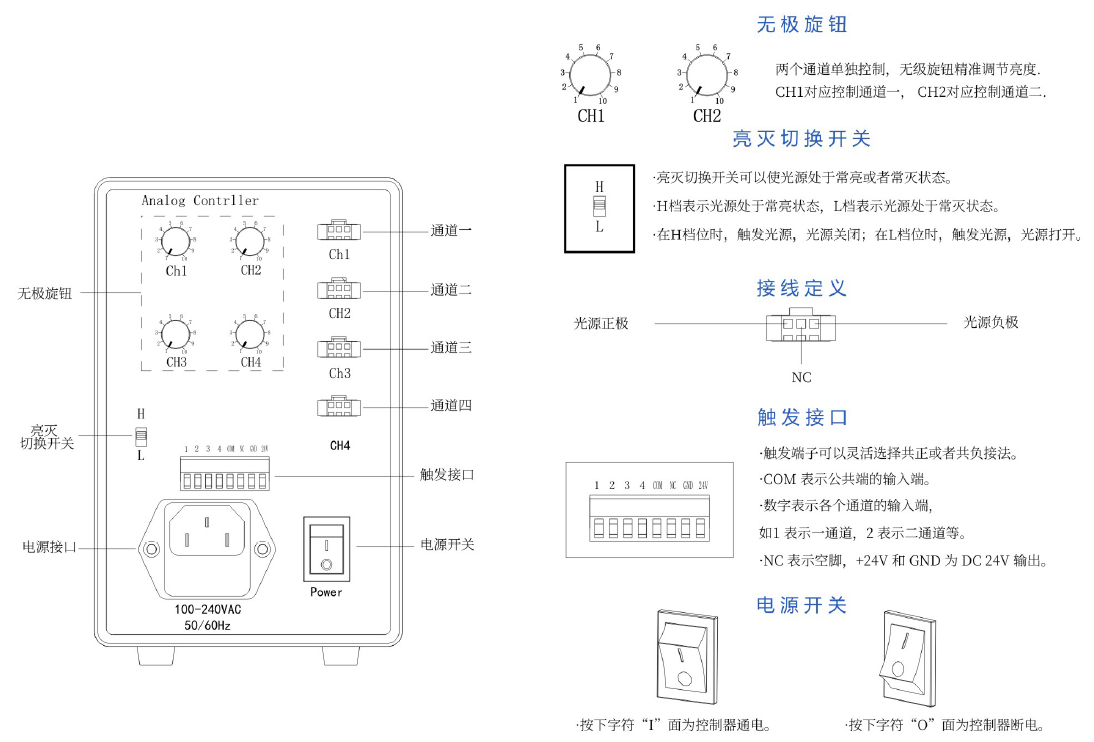
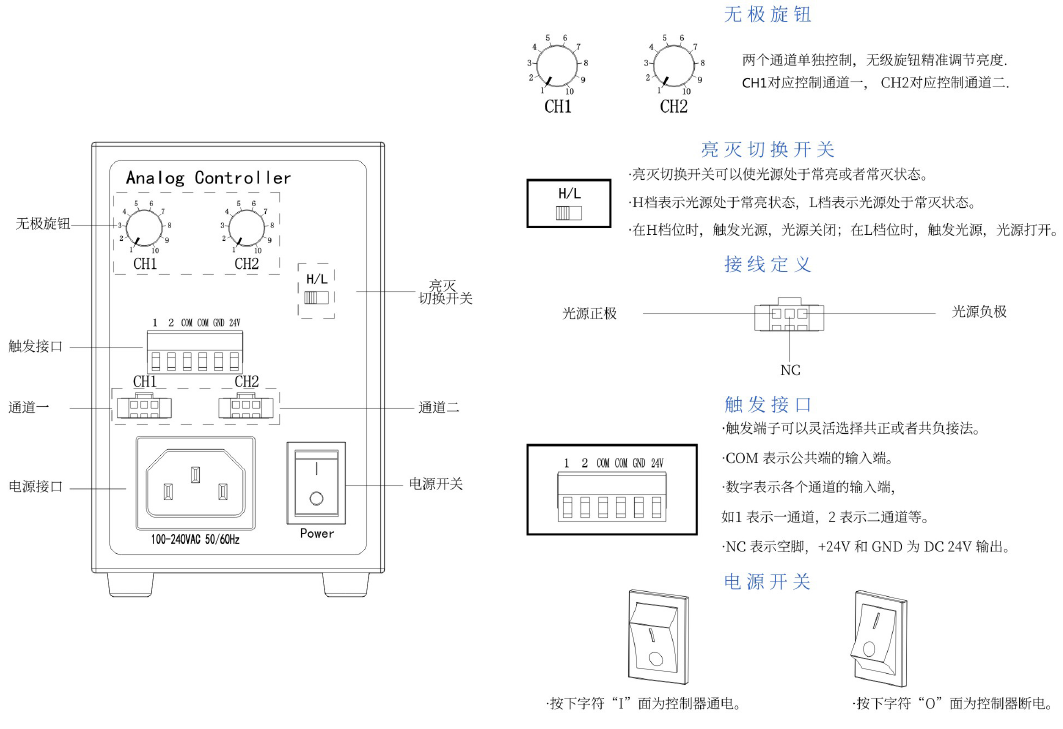
光源控制器
SHI-FLM600450-W-D50开孔侧面光源的功率约60W,所以可以考虑使用SHI-APSM2460-4CH;而SHI-RLM7390-W环形光源的功率则只有7W左右,使用简单的SHI-APSM2430-2CH即可。当然,如果是飞拍的检测的话,如果要增加光源亮度,也可以考虑使用频闪控制器。
SHI-APSM2460-4CH
SHI-APSM2430-2CH
工业相机
产品比较大,视野范围是320*240mm左右,拍摄铆钉有无的话,一次成像,使用卷帘CMOS芯片即可。面积很大,考虑使用2000万像素的MER2-2000-6GM可以处理。单个铆钉直径5mm,测量精度0.01mm,就算按照10mm的范围来处理,那也只需要1000像素左右即可,也就是常规的130万像素的相机,就可以测量直径了。当然,要想测量效果更好一点,500万像素也就顶天了。可以考虑MER-133-54GM、MER2-503-23GM之类的相机。
MER2-2000-6GM/MER-133-54GM/MER2-503-23GM
工业镜头
拍摄范围320mm比较大时,通常没有太多的选择范围,只能使用FA镜头来处理,远心镜头的成本太高了。考虑工作距离,一般也只能使用短焦距的镜头,如8mm的、6mm的镜头。通常6mm以下的镜头畸变都比较大,所以这里优先考虑8MM的镜头SHI-C0814HJL:

SHI-C0814HJL
而铆钉直径测量,则考虑远心镜头,因为这里是有一定高度的,那就要求景深还要大一点。如果是拍摄10mm左右的话,一般1/3寸130万像素的相机,则考虑0.5倍的远心镜头SHI-T0.5X110FFR;2/3寸500万像素的相机,则考虑0.8倍或1倍的远心镜头。
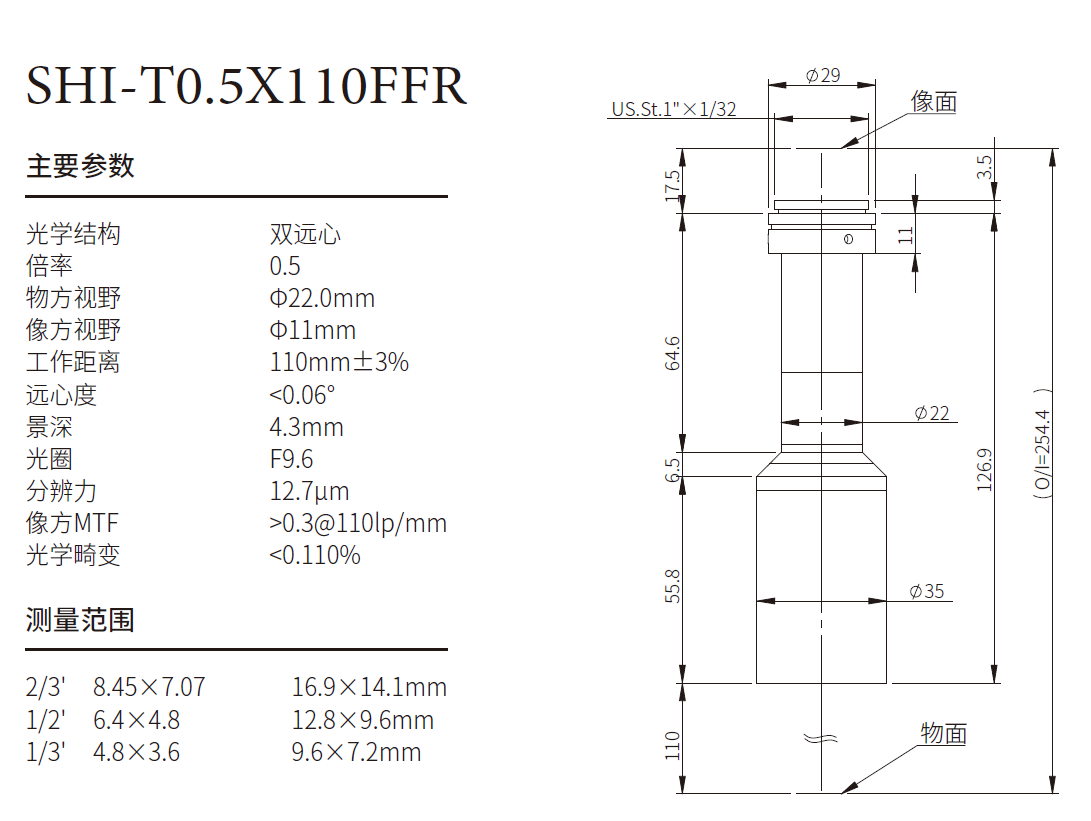
SHI-T0.5X110FFR
图像处理算法
对于铆钉有无,直接使用粒子分析即可:
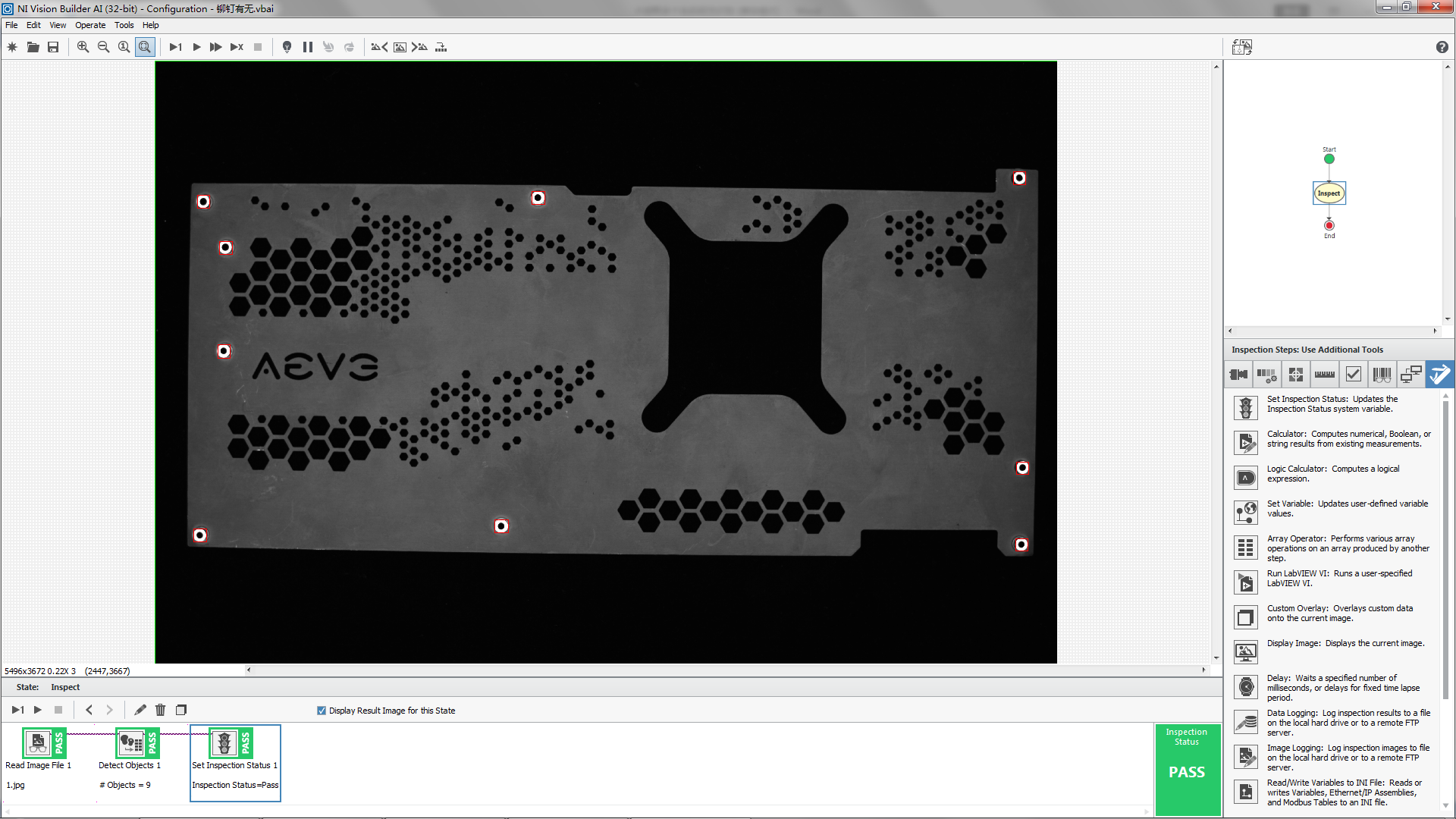
大尺寸产品铆钉有无粒子分析
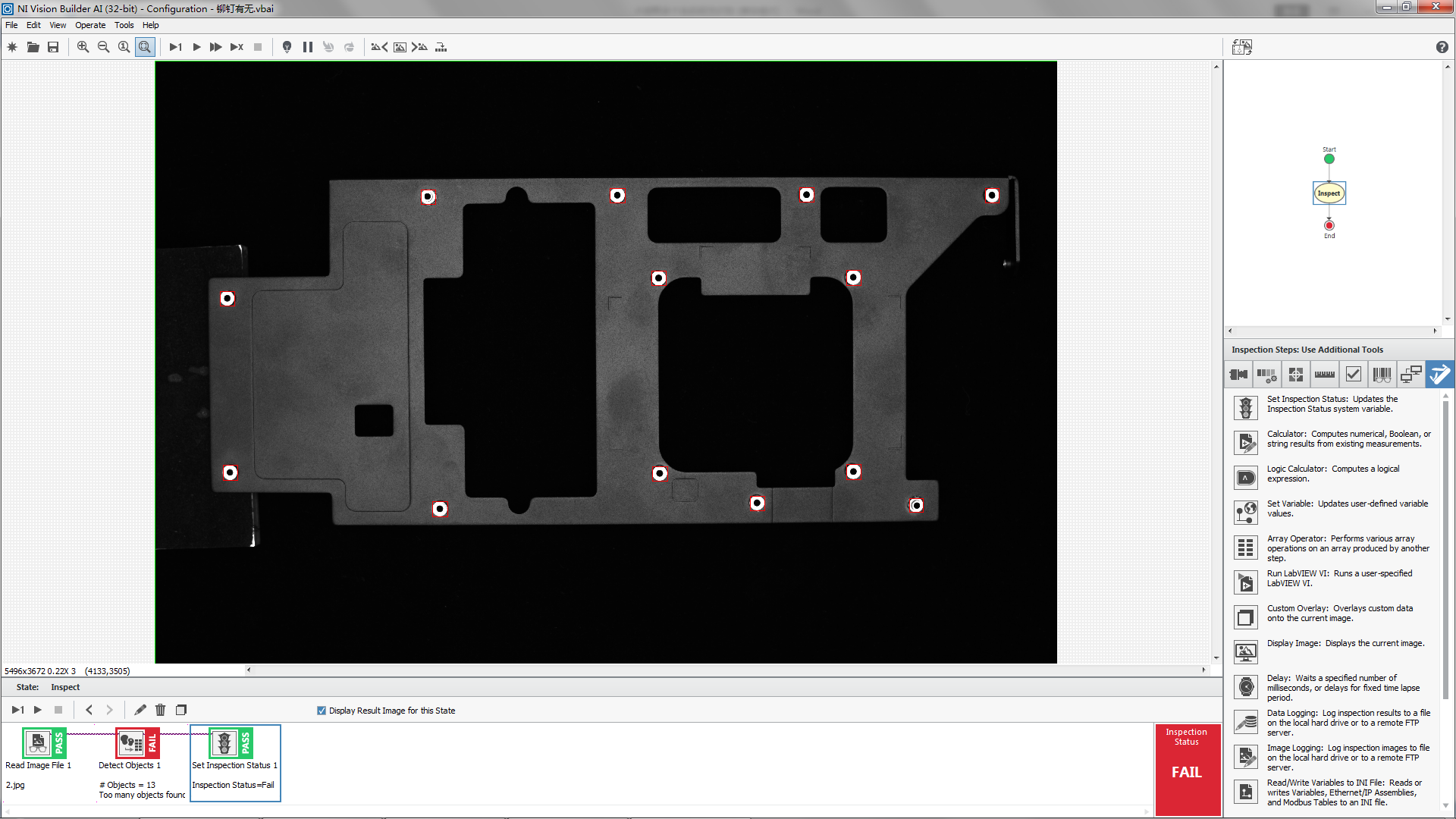
小尺寸产品铆钉有无粒子分析
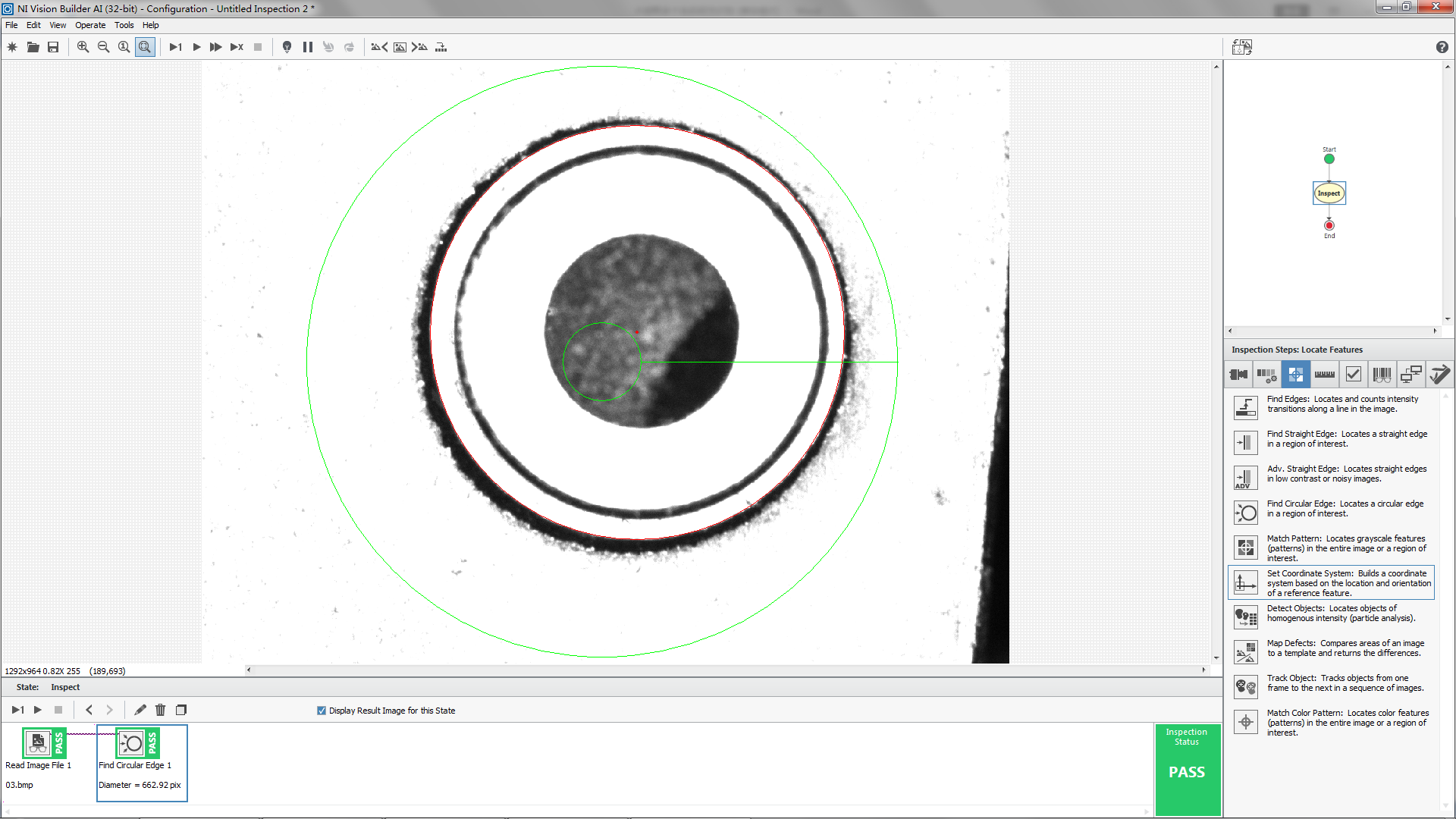
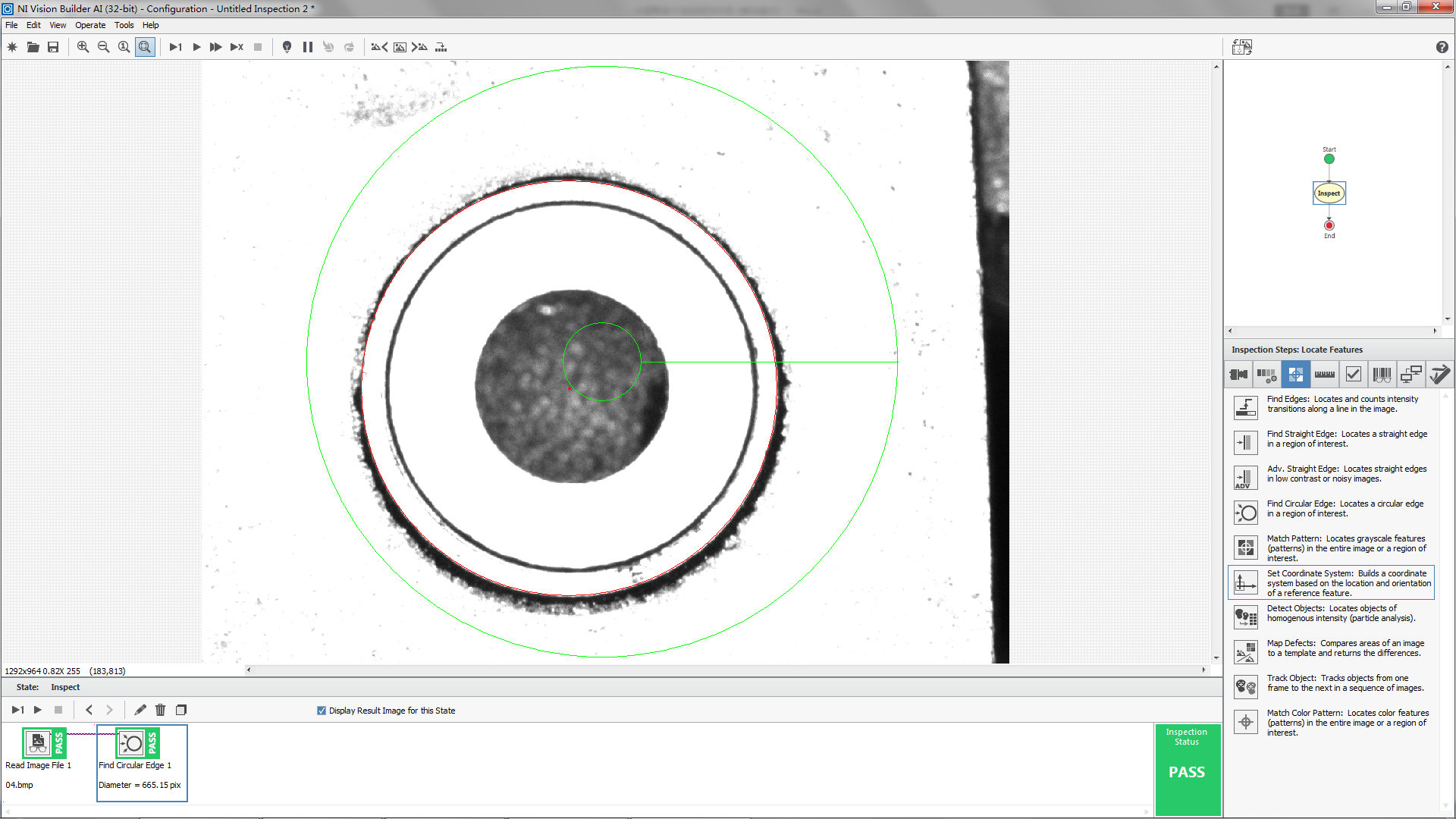
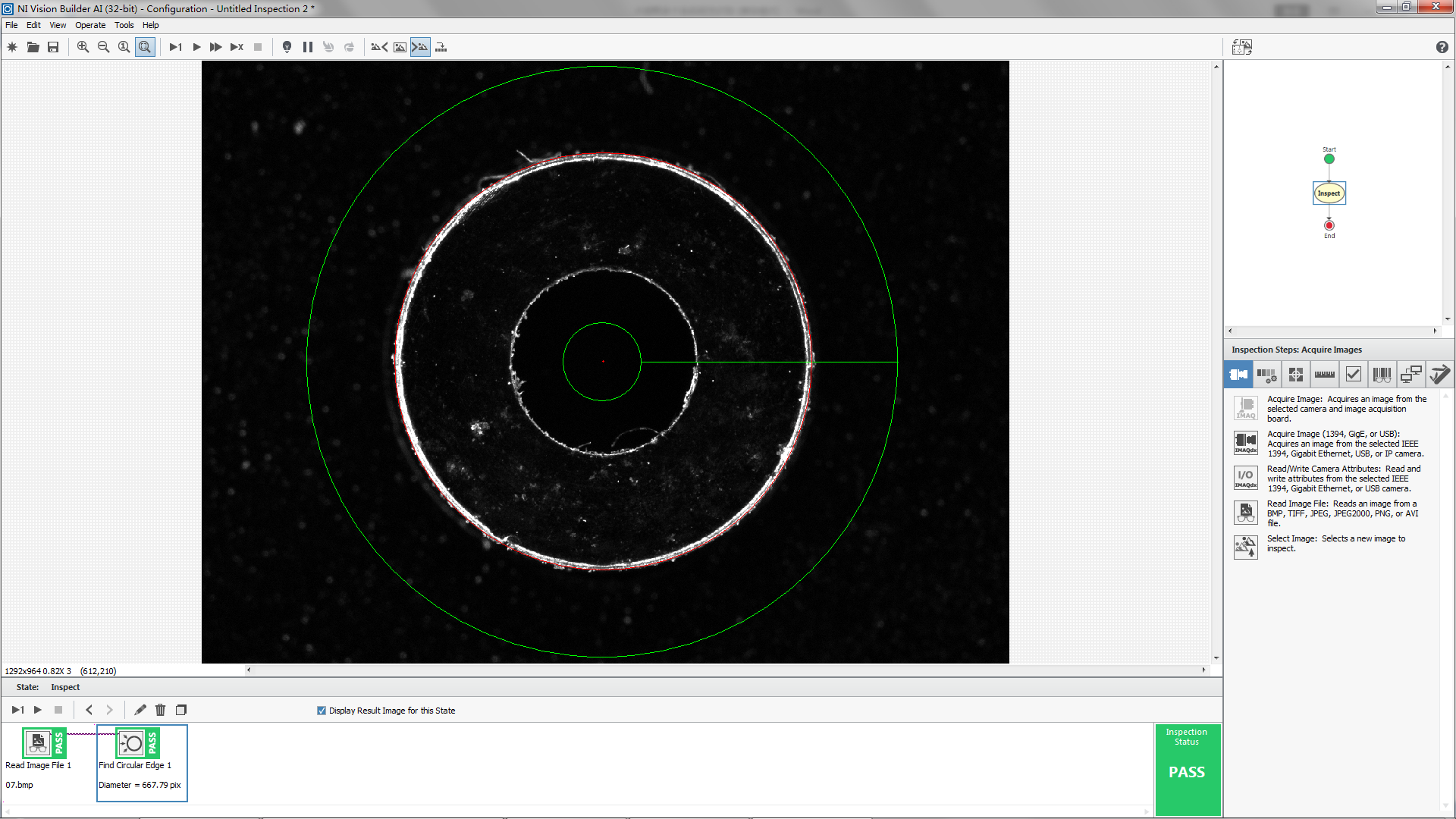
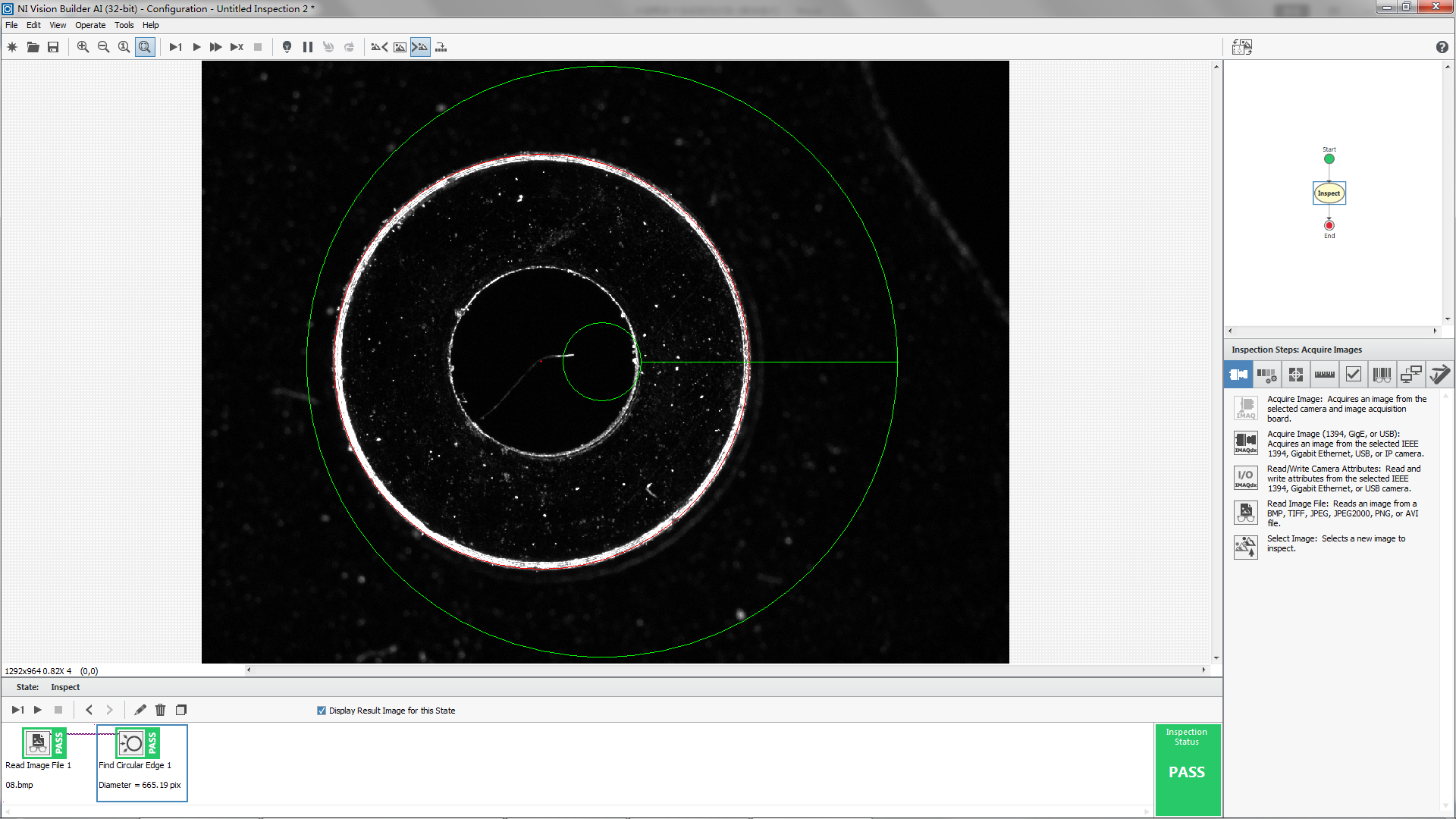
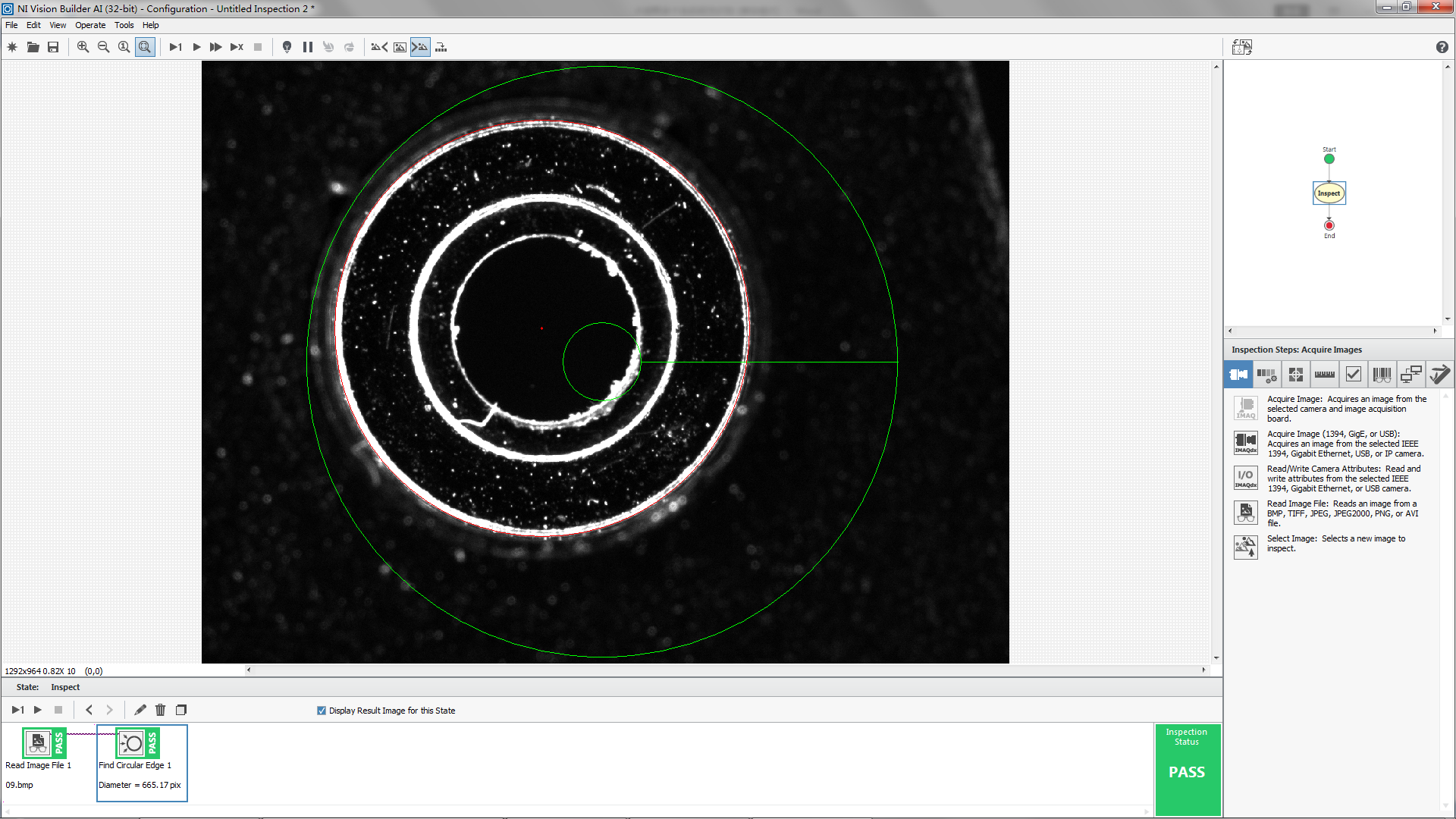
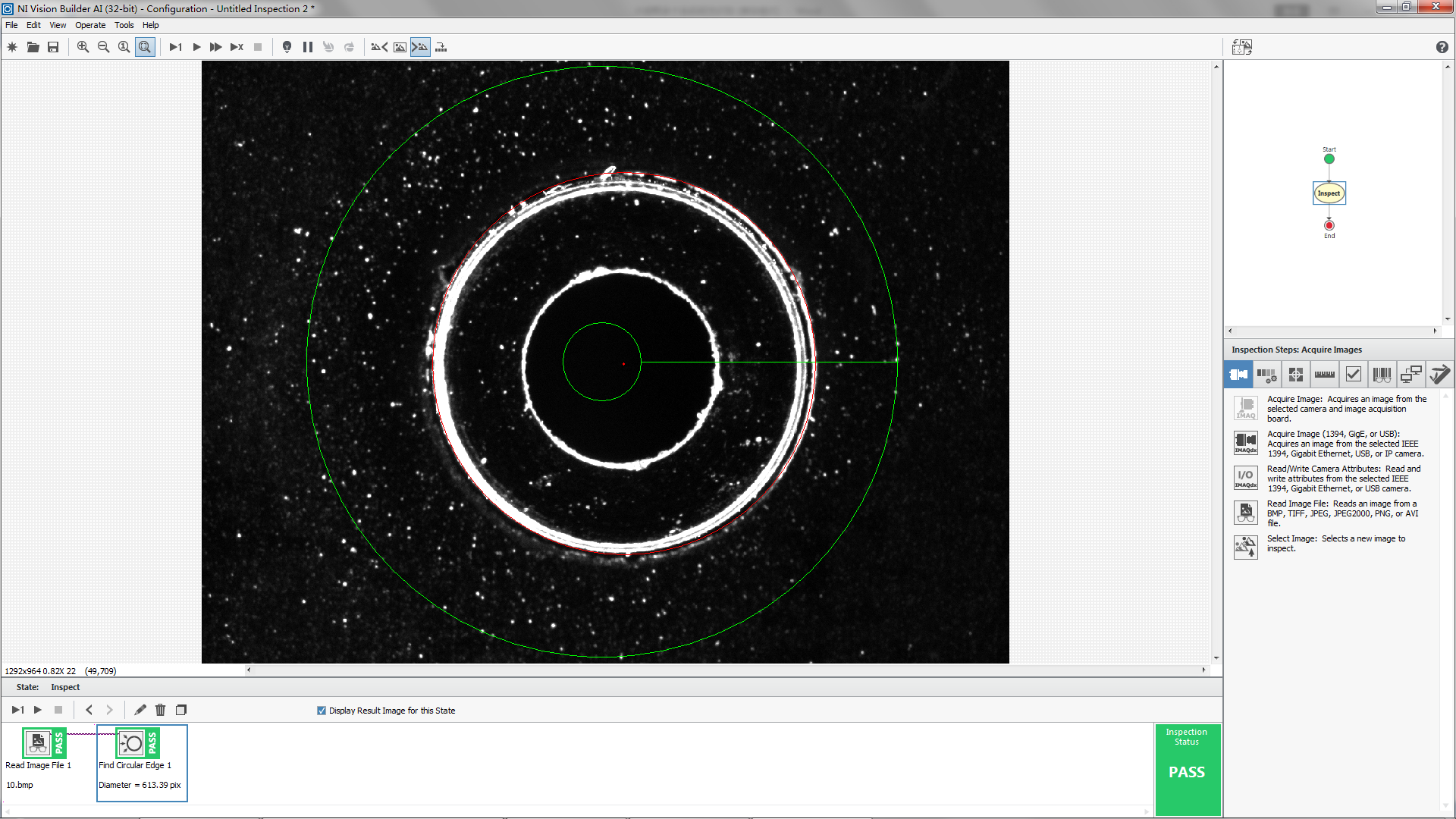
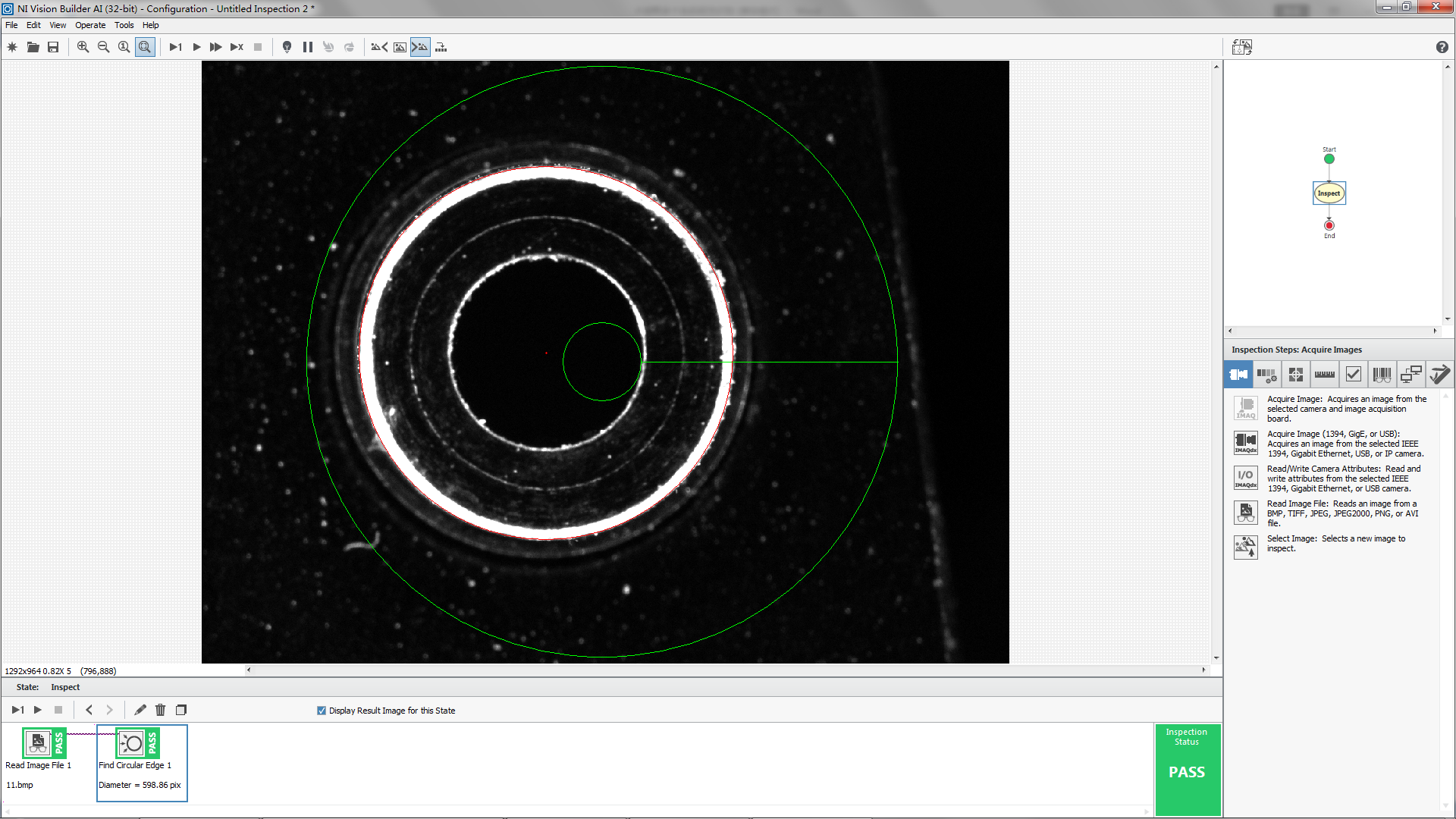
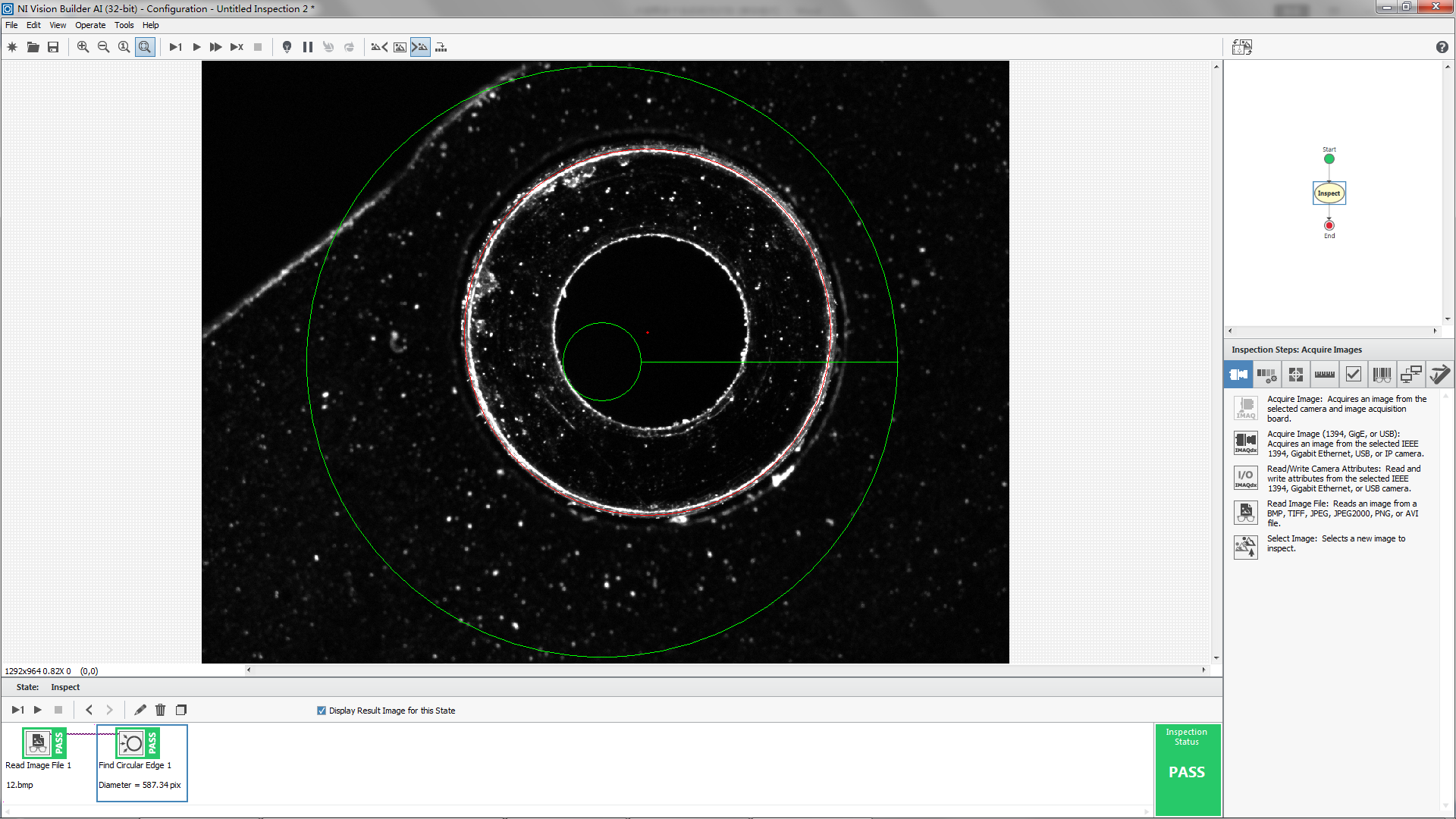
而单个铆钉的尺寸测量,则可以使用找圆函数进行测量:
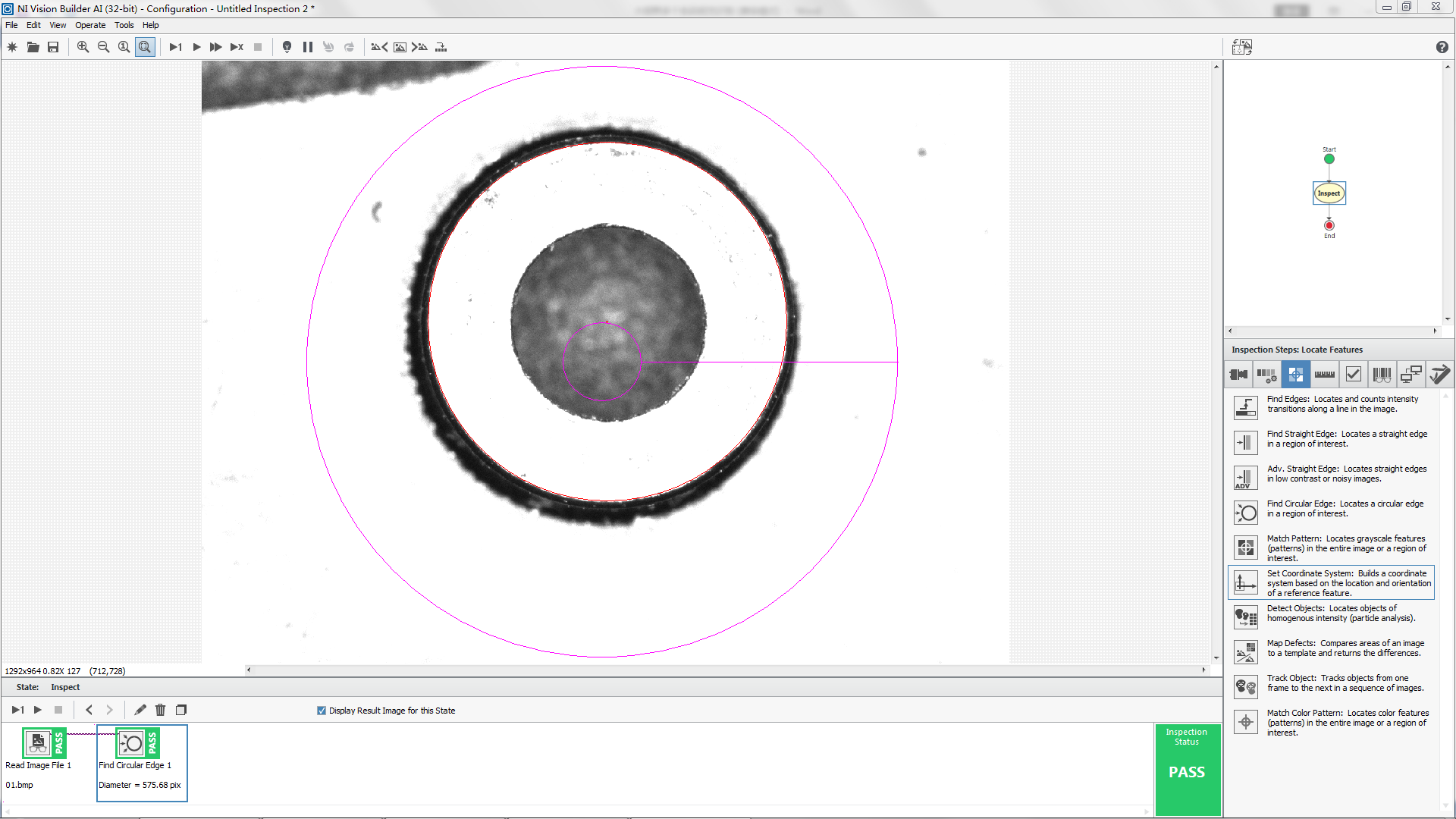
单个铆钉找圆函数测量直径1
单个铆钉找圆函数测量直径2
单个铆钉找圆函数测量直径3
单个铆钉找圆函数测量直径4
单个铆钉找圆函数测量直径5
单个铆钉找圆函数测量直径6
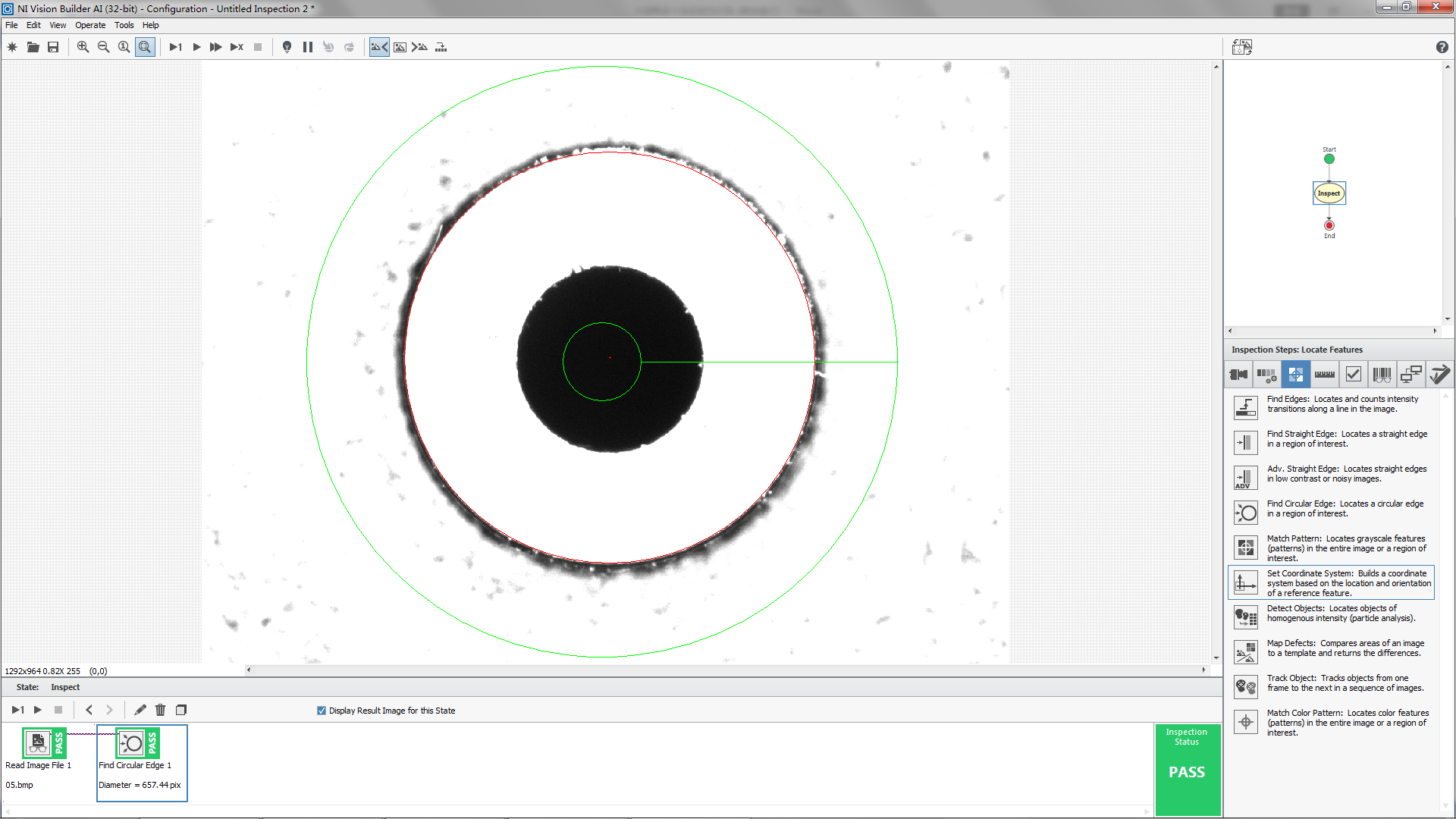
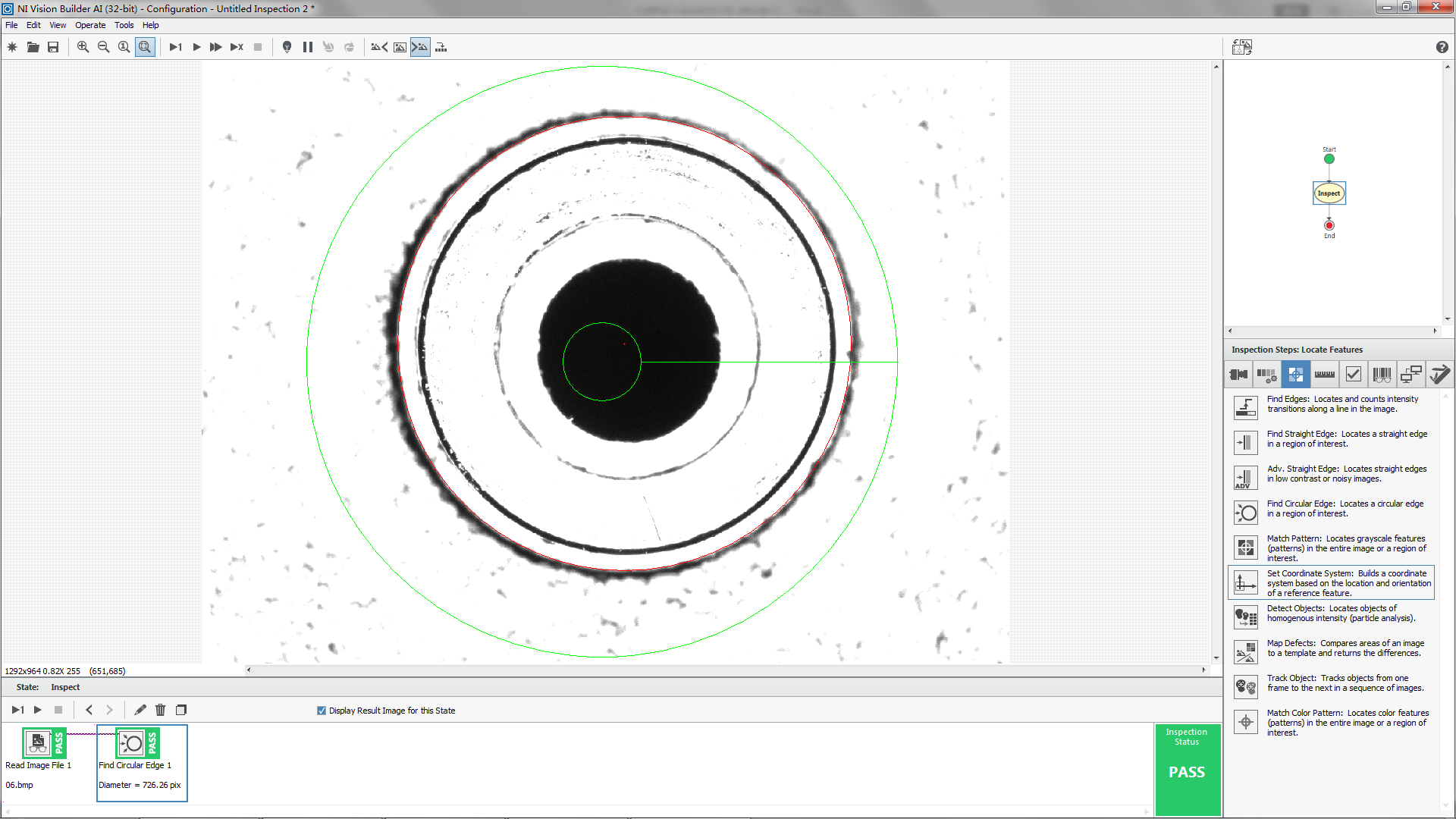
从上面的测量效果来看,粒子分析有无时基本上没有什么问题。干扰少,特征明显;而单个铆钉直径测量时,因为铆钉的形状、高度不同,所以需要注意景深问题,如果景深达不到,还得考虑使用Z轴运动控制。另外从效果来看,使用正向高角度光源照明时,将铆钉端面打亮,圆边的毛刺比较多,实际测量时的测量精度应该是达不到0.01mm的。而如果换成低角度环形光源拍摄,圆边效果也明显,但是仍然是有很多毛刺:
单个铆钉低角度环形光源找圆函数测量直径1
单个铆钉低角度环形光源找圆函数测量直径2
单个铆钉低角度环形光源找圆函数测量直径3
单个铆钉低角度环形光源找圆函数测量直径4(底部有干扰)
单个铆钉低角度环形光源找圆函数测量直径5
单个铆钉低角度环形光源找圆函数测量直径6
上面的低角度中,圆周也是比较粗糙的。这里的实际要求,是不是提的太高了,难道要测量精度0.1mm?如果只是0.1mm的话,那么整个范围内320/0.1=3200像素,只要768万像素即可满足要求。这样的的话测量就容易很多了,使用千万像素级别或2000万像素级别的工业相机,均可满足要求。当然透视误差仍然存在,可以考虑使用长焦的镜头,使用尽量远的工作距离,以更接近远心效果。
机器视觉项目实现难度
★★~★★★★
项目中的有无难度很低,而尺寸测量的话,看具体要求。从实际的效果来年,如果要测量0.01的精度,基本上很难做到,产品本身的精度都没有这么高,毛刺太多。而如果要求是0.1mm的精度,那测量起来要容易些。
上一篇:大视野多个条码视觉识别
下一篇:平底锅锅底直径视觉测量
 售前咨询专员
售前咨询专员
