二极管外观缺陷视觉检测
二极管外观缺陷视觉检测
视频解说

二极管外观缺陷视觉检测视频号
二极管外观缺陷视觉检测B站
外观缺陷检测在所有的视觉检测类别中,属于最难最复杂的一类。这类缺陷种类繁多、面积大小不同、颜色深浅不一、缺陷角度方向各异,所以会给视觉检测造成很大的干扰。在机器视觉没有兴起之前,这些检测通常都是人工检测的,就如iPhone的产线上外观质检人员都是几千人的规模。而当机器视觉兴起后,部分外观缺陷可以实现设备自动检测完成了,这大大的减少了人工成本。不过,仍然存在大量的外观缺陷是无法使用机器设备来检测的,主要集中在那些异型件,表面是曲面、弧面、球面的产品中。只要看一下该产品以前的质检方式,如果是质检员拿着产品在灯光下翻来覆去的看的那种检测方式,连他们品质负责人都不是很清楚哪里有缺陷,或者是不是缺陷的,这种缺陷检测机器视觉基本上也解决不了。现在主要能解决的,主要还是一些光滑表面、规整表面的缺陷检测。污渍、撞伤、崩边、形变等缺陷类型,有问题就是比较大面积的,通常要容易一些;而像划痕、裂纹、色差、个体之间的细微差异这些,因为缺陷通常都是比较小、比较轻的,而且可能还和角度有关系,处理起来就难很多了。
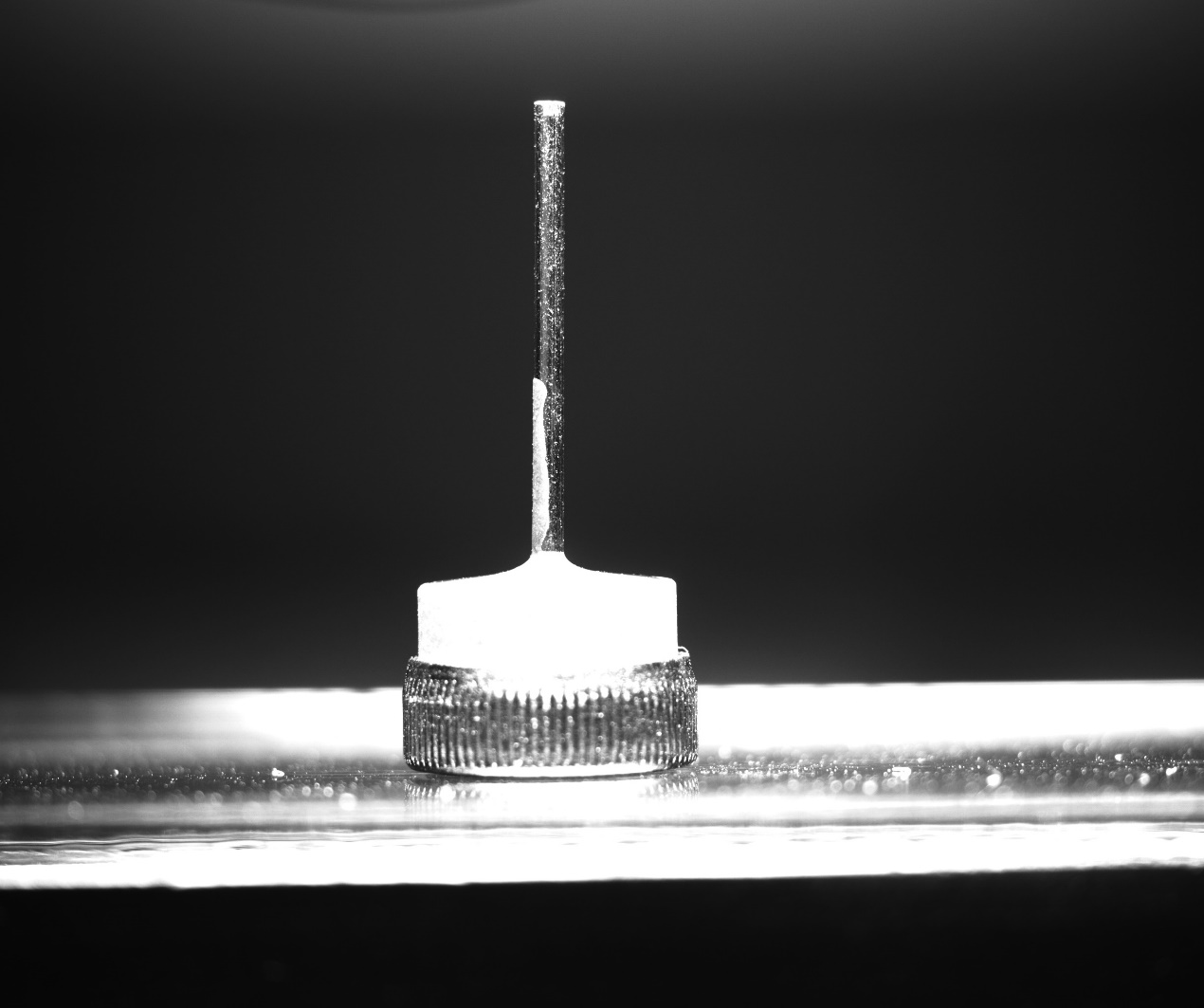
二极管侧面OK
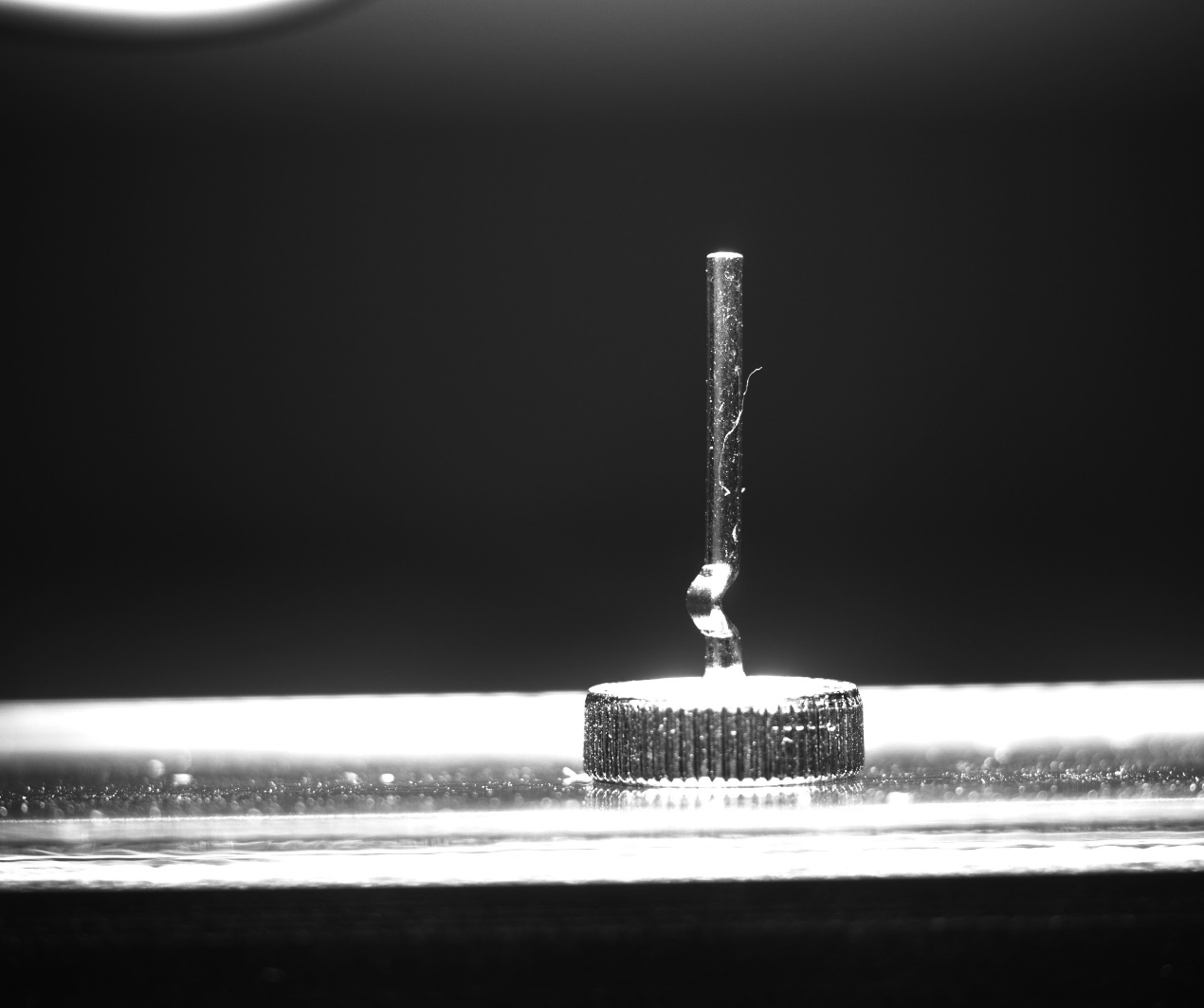
二极管侧面NG
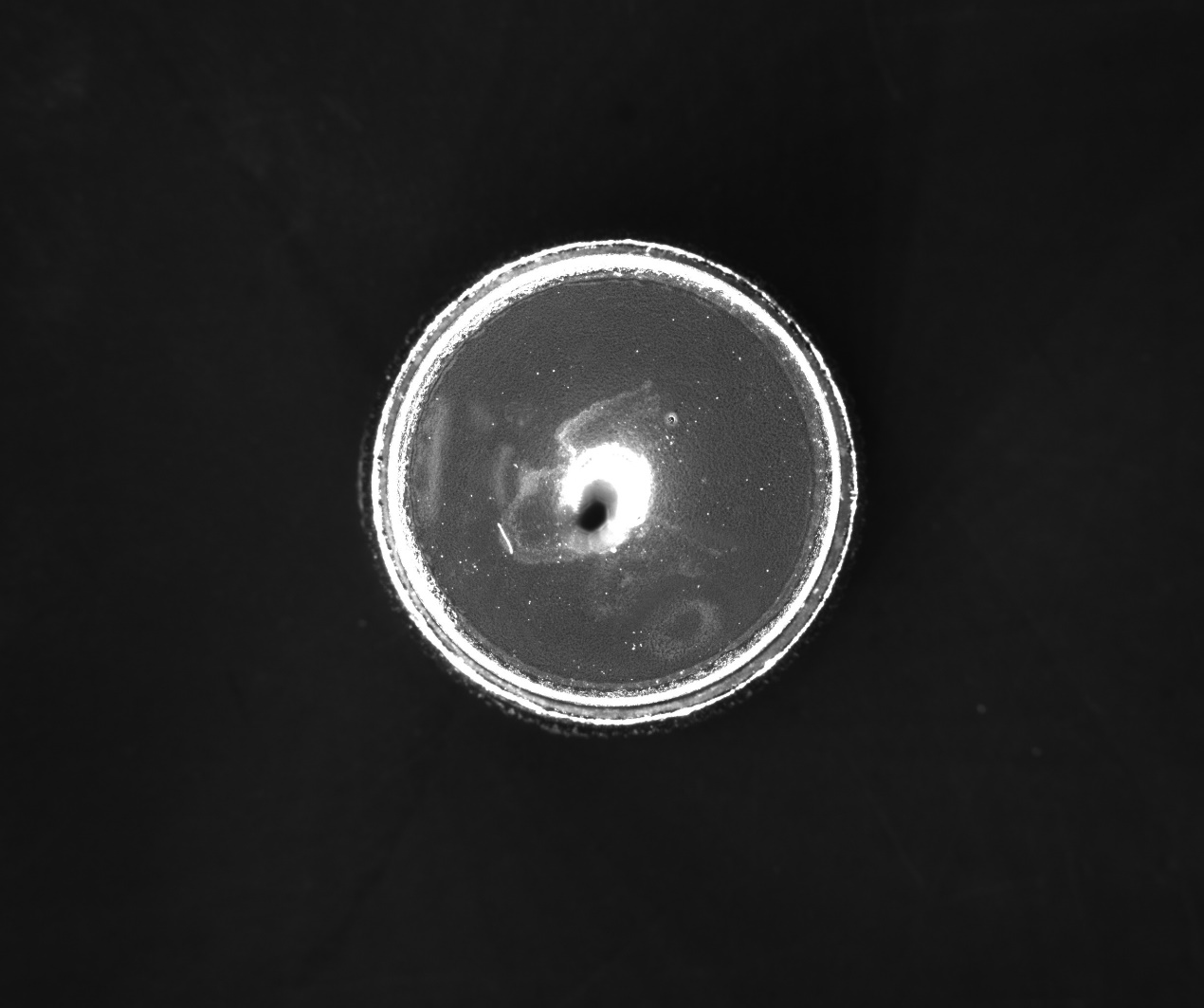
二极管底部NG

二极管底侧NG
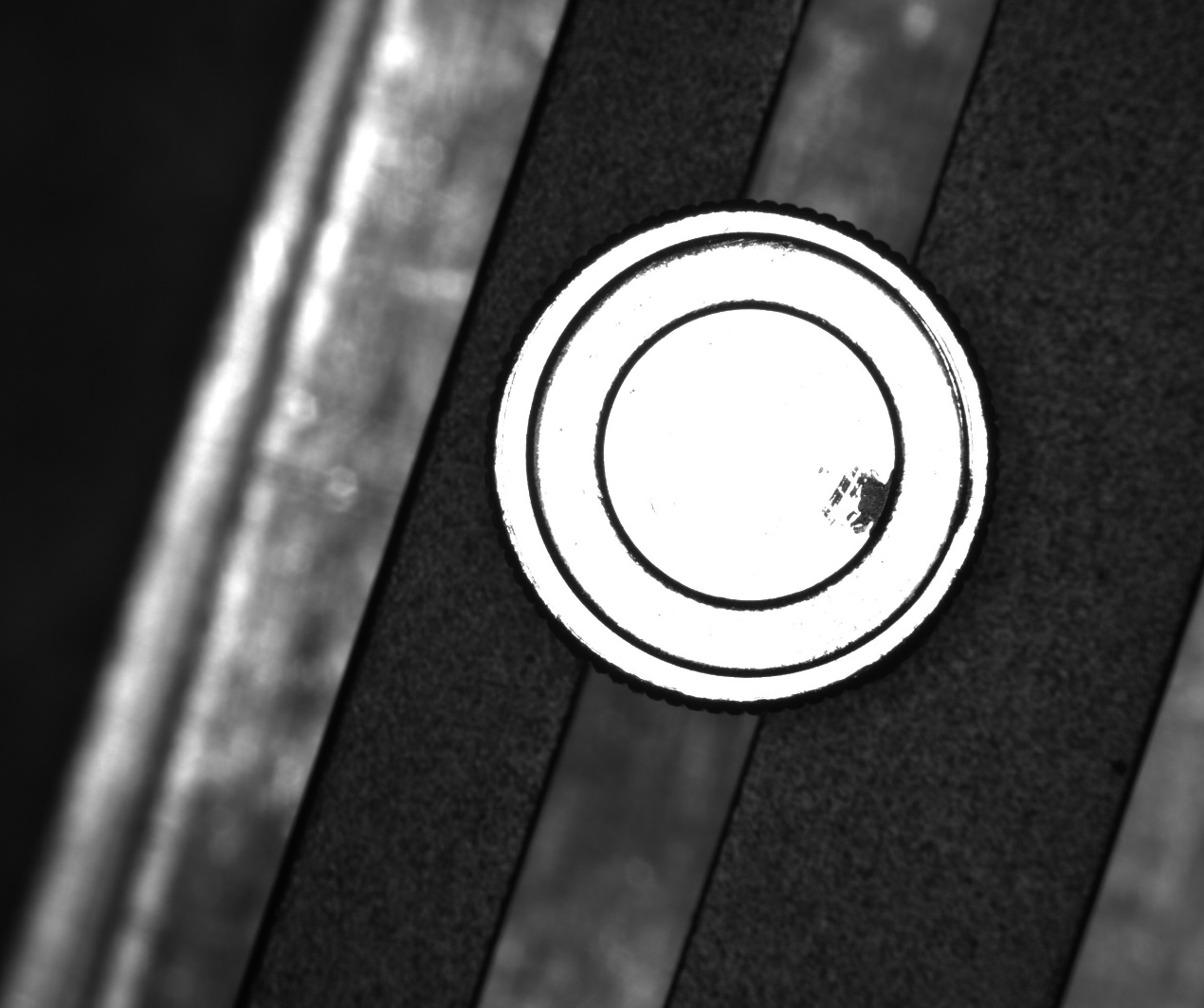
二极管顶部OK

二极管顶部NG
机器视觉光源
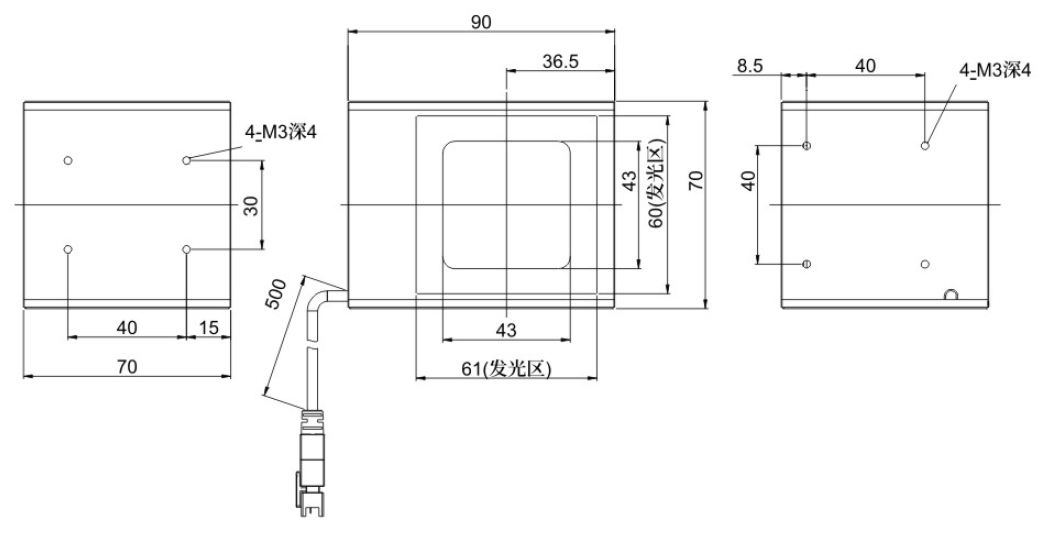
本视觉方案中检测了产品的顶、底、侧、侧部等多个位置,使用了不同的光源。侧面的面光源SHI-HFLM100100-W;底部的SHI-RLM7090-W;底侧部的SHI-COLM-60-W;顶部黑胶的SHI-RL18030-W。
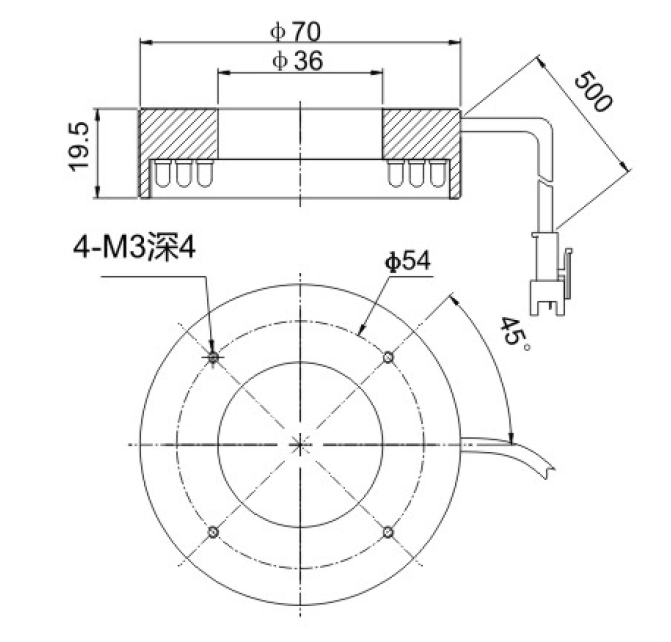
SHI-RLM7090-W
SHI-COLM60-W
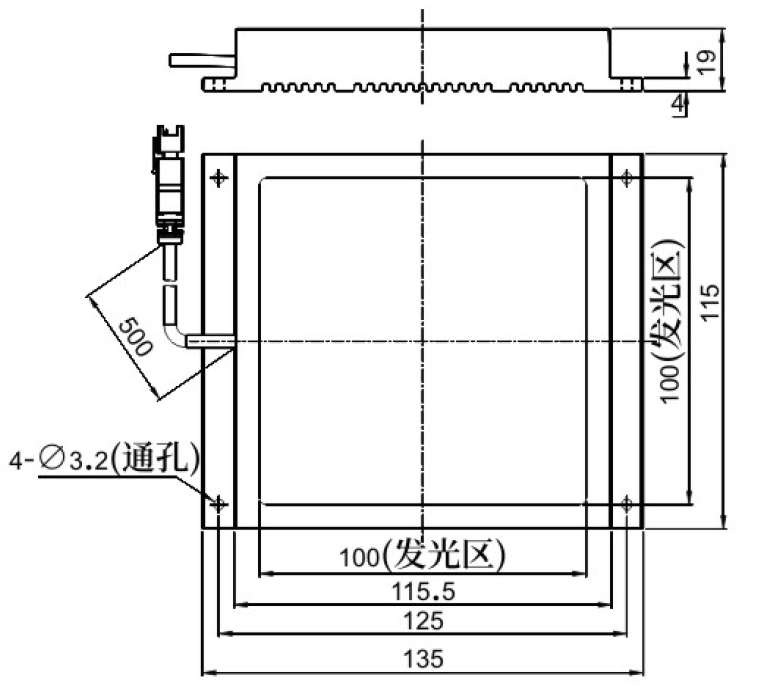
SHI-HFLM100100-W
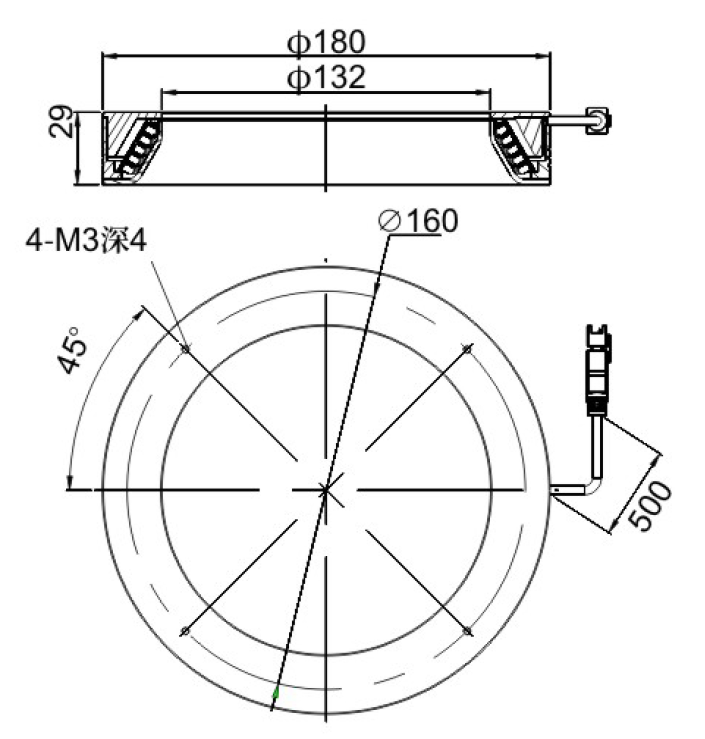
SHI-RLM18030-W
光源控制器
因为使用的光源比较多,上下左右至少都有4种光源,而且涉及到柱面时,可能需要有多个工位检测多个角度的柱面(不安排多工位那就只能旋转产品),所以这里需要考虑4路、6路、8路、12路的控制器;如果工位是分开的,也可以考虑使用多个小功率的模拟控制器。如SHI-DPSM24125-8CH:
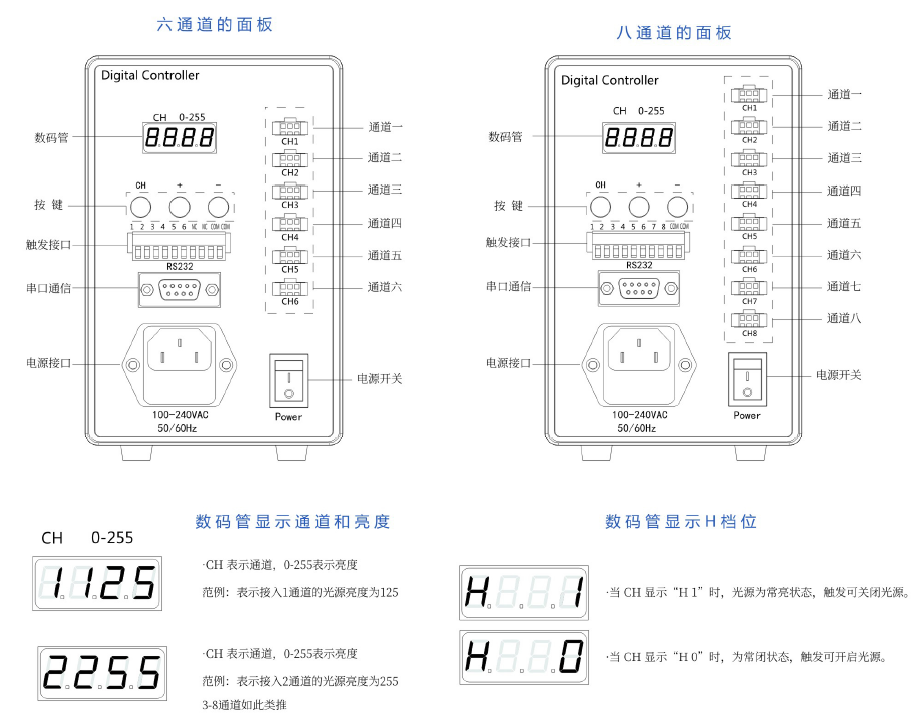
SHI-DPSM24125-8CH
工业相机
单个二极管比较小,只有几毫米到十几毫米的样子,有些面上使用130万像素的相机即可,而有些面要求分辨率要高一点,可以考虑500万像素的工业相机。这里考虑MER2-503-23GM、MER-133-54GM等。
MER2-503-23GM
工业镜头
拍摄范围比较小,几毫米到十几毫米,要么使用远心镜头,成本略高一些;要么使用35mm/50mm的FA镜头加接圈来实现小范围的拍照,考虑SHI-C3516FFW、SHI-C5020FFW:
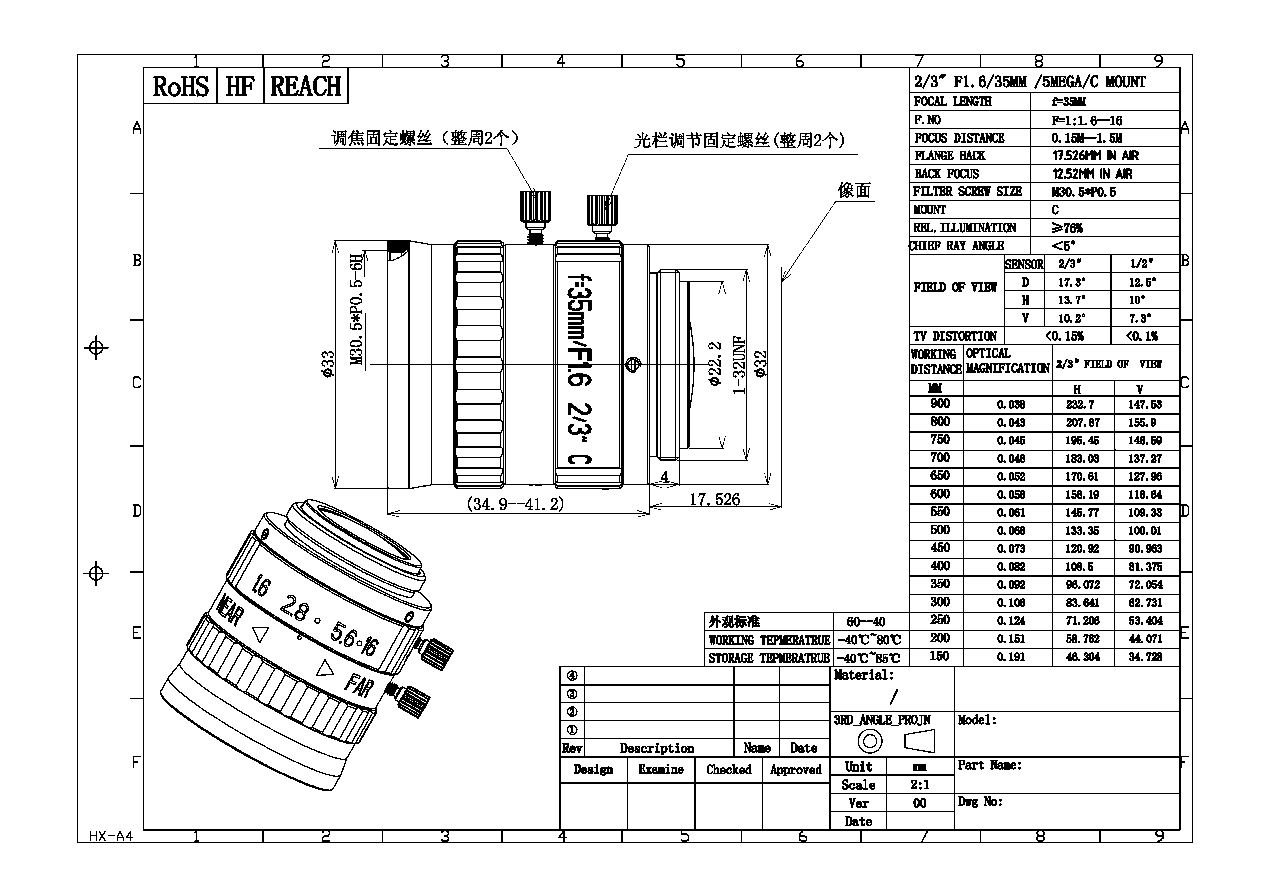
SHI-C3516FFW
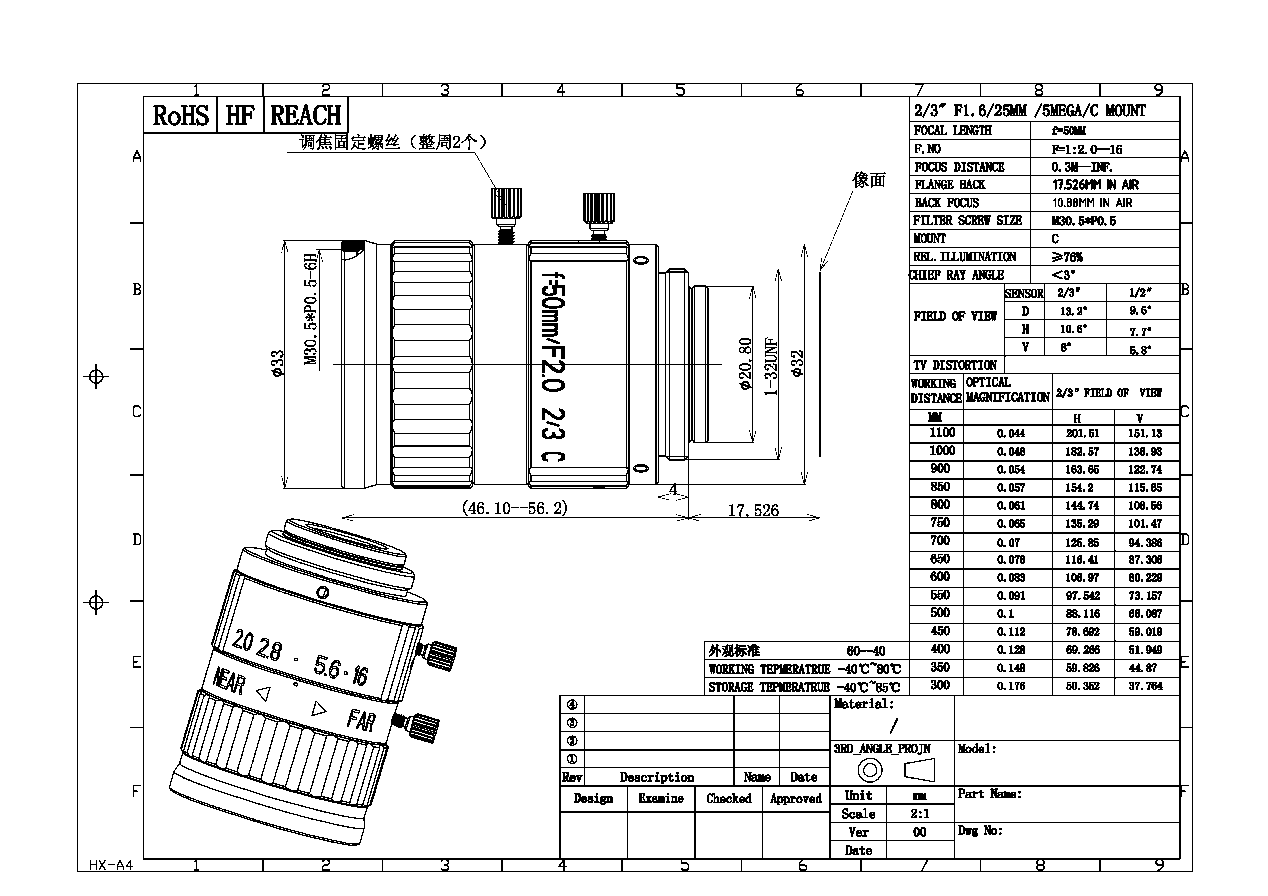
SHI-C5020FFW
图像处理算法
项目相对比较难,这里就不做图像处理演示了。不过怎么搞反正也就是那么些方法,传统算法有粒子分析、曲率、差异检测、映射缺陷等;又或者尝试深度学习的方法来检测,效果上会好一些,不过成本上升也是比较快的。
机器视觉项目实现难度
★★★★★
柱面产品,相对不规整,每个面都可能存在缺陷,照明相对很难搞。图像处理也比较复杂,部分缺陷可能检测不出来,要想搞稳定,调试周期也会比较长。
上一篇:药盒批号字符有无错漏视觉检测
下一篇:插件针脚视觉检测
 售前咨询专员
售前咨询专员
