节疤尺寸测量机器视觉方案
节疤尺寸测量机器视觉方案
视频解说
节疤尺寸测量机器视觉方案B站
节疤是由两条细金属丝连接时造成的,会影响金属丝的正常工作,所以连接后要将节疤磨掉,和常规的金属丝直径一样时,就是OK的了。磨节疤是使用砂纸来操作的,砂纸有不同粗细表面的,不同硬度的,也有不同颜色的。因为节疤的尺寸是需要在磨的过程中实时测量的,所以和砂纸本身也是有关系的。表面粗、硬度大的,那就磨的快,表面软、硬度小的那就磨的慢。当然我们可以只测量节疤一边的尺寸,这样砂纸的颜色对测量影响不会太大。只是需要注意磨的过程中,要尽量实时反馈尺寸数据,不要磨过了。

节疤尺寸测量
机器视觉光源
要想看到节疤,其实打光是很简单的,使用点光源、条形光源、线光源都是可以满足条件的。只要将光源水平照射,利用金属丝曲面的反射光线,就可以把金属丝和节疤表现为白色的明亮特征(节疤已经磨了一些可以测量尺寸了,最开始的节疤是有刀锋的,并不表现为白色特征,是黑色的,这时是可以不测量的,因为远没有到要测尺寸的时候)。产品虽然很长,但是实际测量的位置非常小,所以只需要使用小的光源即可,项目为了尽量缩短实时测量的耗时,降低相机的曝光时间,使用了亮度高的线光源SHI-LSL10018P-W:
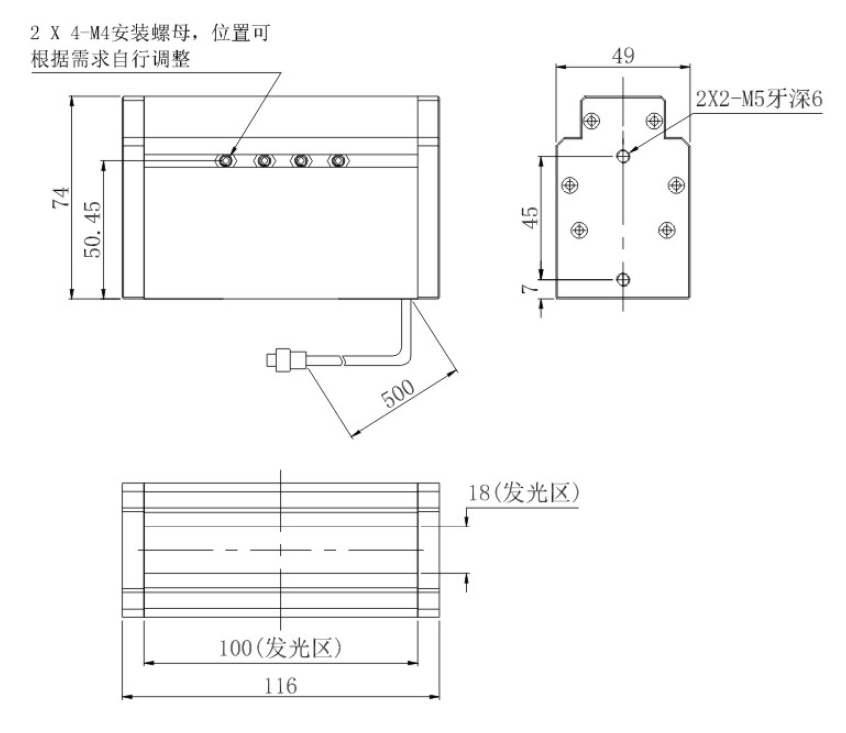
SHI-LSL10018P-W
光源控制器
光源的功率10W左右,所以考虑使用常规的模拟控制器即可。如MAPSM-2424-2CH、APSM-2430-2CH:
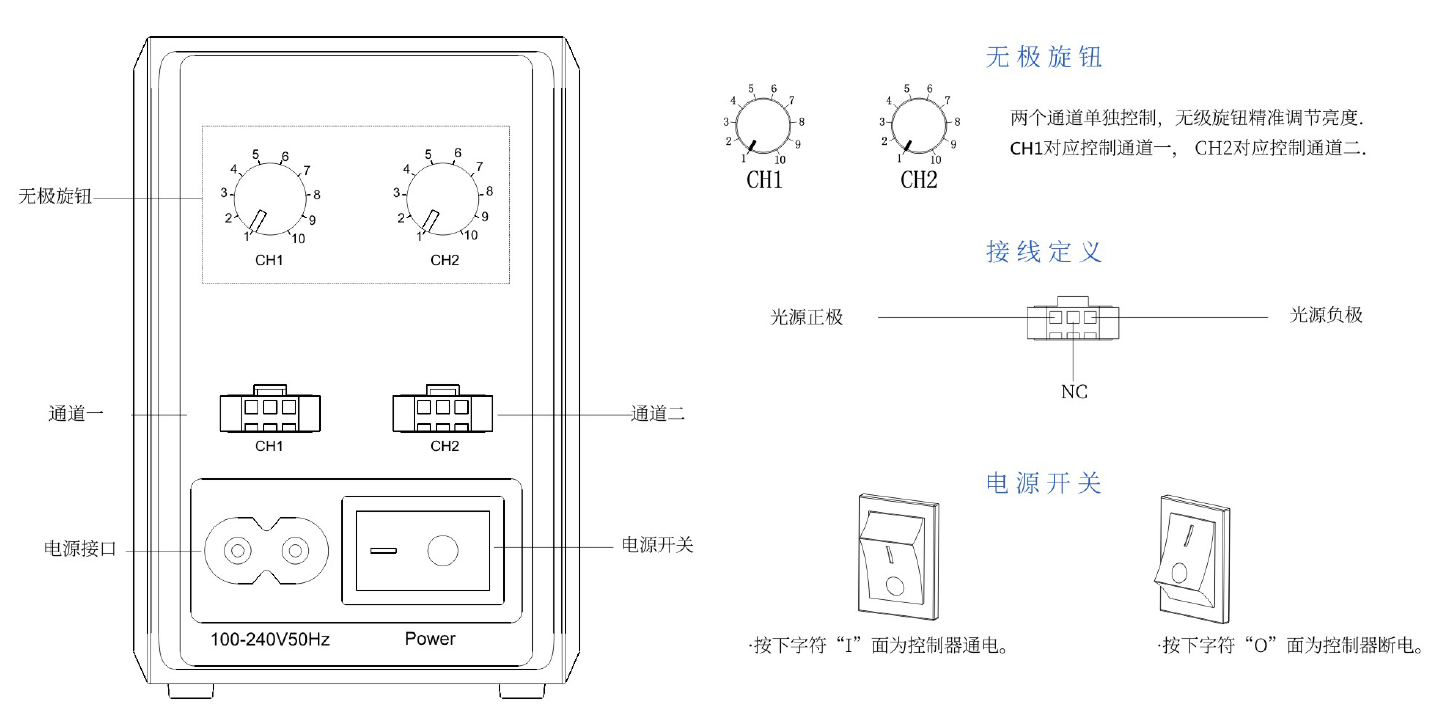
MAPSM-2424-2CH
工业相机
产品虽然很长,但是实际拍摄的位置很小,只有几毫米的FOV,考虑处理速度、测量精度,可以考虑500万像素级别工业相机。然后需要在磨节疤的过程中连续测量尺寸,则需要使用全局CMOS或CCD的芯片,可以考虑MER2-503-23GM这样500万级别的工业相机。
MER2-503-23GM
工业镜头
因为拍摄局部表面,面积相对比较小,只有几毫米或十来毫米,那么考虑使用1倍或0.5倍的远心镜头可能会比较理想。或者是使用50mm的FA镜头加接圈来实现。整体成本上也只有几百块钱的差异,不会有太多成本差异,考虑百万像素级别2/3寸1倍110mm工作距离的远心镜头SHI-T1X110FCR:
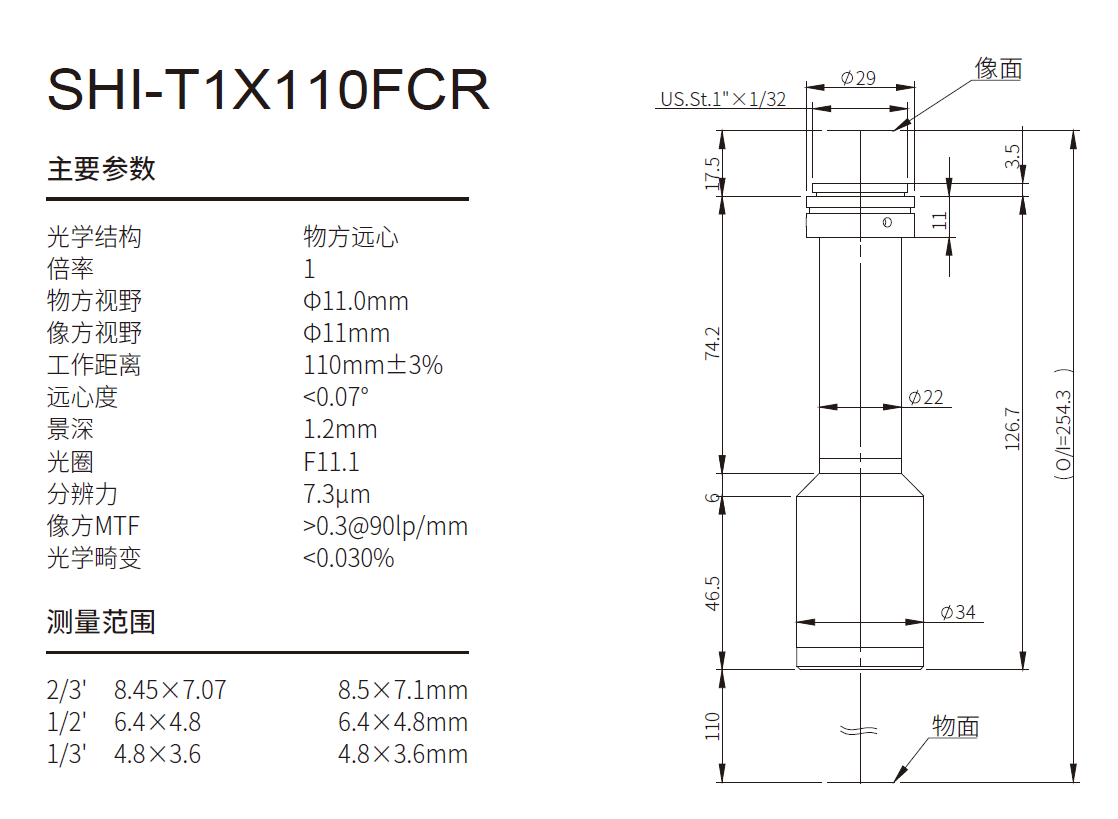
SHI-T1X110FCR
图像处理算法
图像处理算法相对比较简单,只需要考虑使用粒子分析或卡尺或查找直边等传统算法即可,无需要太多复杂的算法,尽量提高检测速度,缩短处理时间。
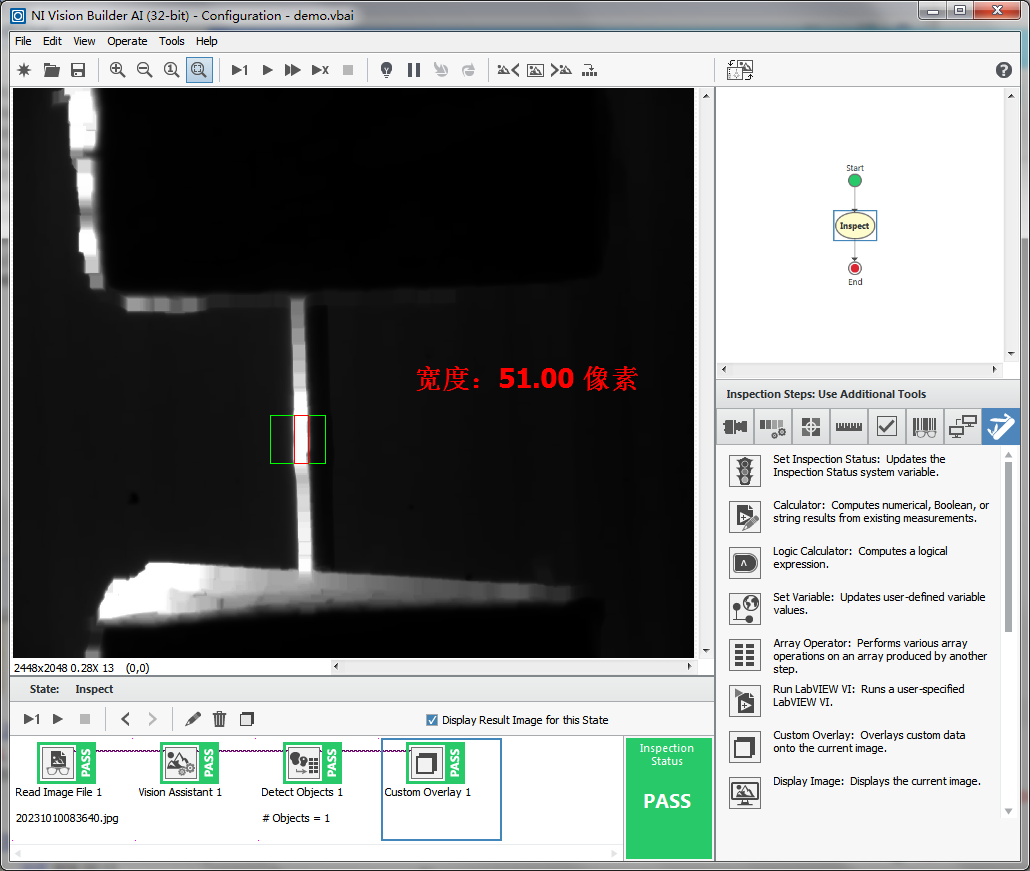
粒子分析方法测量节疤尺寸1
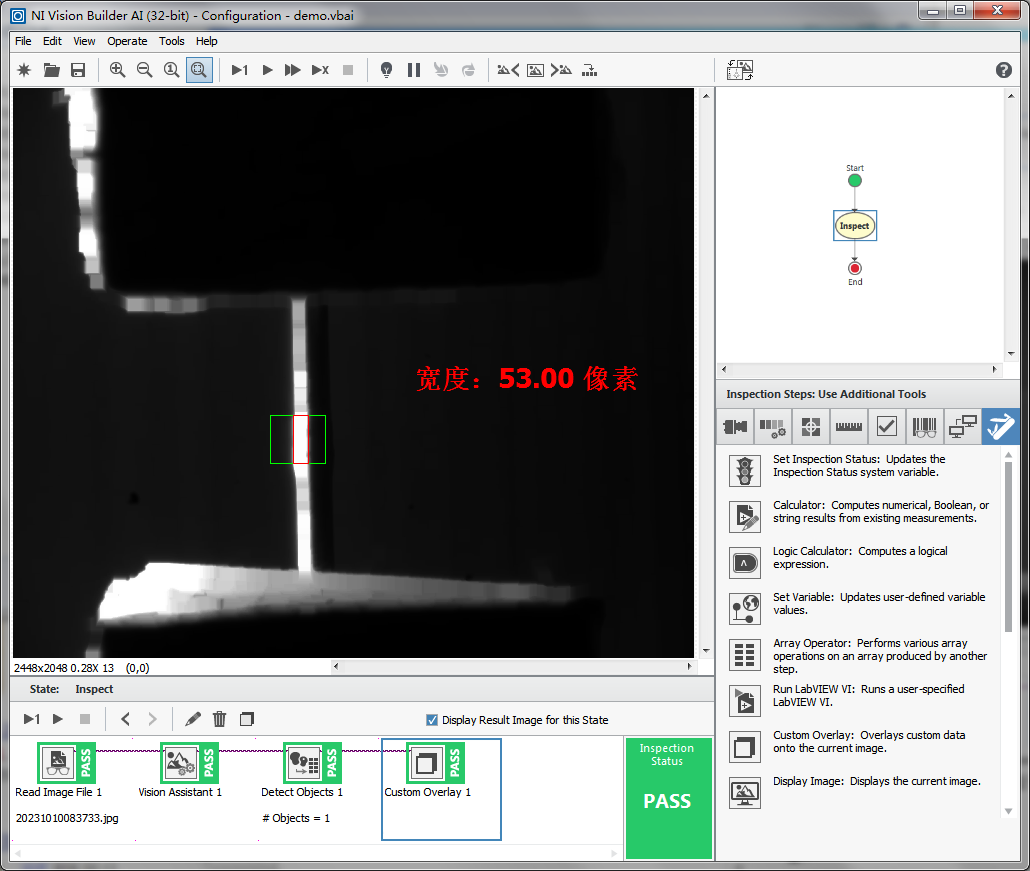
粒子分析方法测量节疤尺寸2
机器视觉项目实现难度
★
这一类的尺寸测量还是比较好实现的,但是因为是使用砂纸磨的节疤,节疤本身就不会太精密,所以测量的尺寸精度也不会太高就是了。所以,实际的测量尺寸,应该只需要小于某一个值时就可以了,可以尽量设置成一个范围,然后停机值设置在这个范围的中值处。项目实际可能会有一些结构干涉,尽量排除结构干涉。因为是在加工过程中实时测量,所以尽量提高测量速度,能实时的反馈测量数据。
上一篇:漆包线外观缺陷检测视觉方案
下一篇:钢柱表面缺陷检测视觉方案
 售前咨询专员
售前咨询专员
